
国際特許分類[B21C23/21]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の押出し;衝撃押出し (402) | 金属押出しに特に適するプレス (34)
国際特許分類[B21C23/21]に分類される特許
21 - 30 / 34
間接押出プレス用ダイスのハンドリング装置
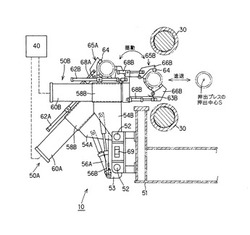
【課題】コンテナシェルの収容部を備えたダイス又はシールリングの効率的な交換を行う。
【解決手段】コンテナ内壁面のコンテナシェルを掻き取るシールリング22を着脱自在に備えたフィックスダイス24をダイステム20に固定して押出成形を行った後、シールリング22をプレス機外に取り出して交換する間接押出プレス用ダイスのハンドリング装置10である。本装置は押出プレスの押出軸心Sと交差する方向に進退移動し、シールリング22をダイステム20から取外し機外に取り出す第1のスライド60Aと、第1のスライド60Aと並列に配置し、新たなシールリング14をダイステム20に装着する第2のスライド60Bとを押出プレス内外に移動自在に備え、使用済のシールリング22をフィックスダイスから取り外した後、新たなシールリングをフィックスダイス24に取り付けている。
(もっと読む)
高い粘性を有する材料の連続押出用のスクリュー押出機
高い粘性を有する材料、特にアルミニウム及びアルミニウム合金のような金属の連続押出用のスクリュー押出機。押出機は、押出される材料の給送用の入口11を有するスクリューハウジング4のライナ2内に回転可能に設けられたアルキメディアン・スクリュー1と、圧縮チャンバすなわち押出チャンバ5と、所望の押出製品7の形状を成形するダイを有する押出ダイアセンブリ6とを備える。アルキメディアン・スクリュー1とライナ2との設計は、必要な圧縮が、スクリューの最大540度の回転、すなわちアルキメディアン・スクリューの最大1.5回転のフライトの長さに相当する、押出チャンバ5を向いたスクリューの下流端で生じるようなものであり、スクリューの一端と押出チャンバ5とにおいてこのようにして形成される金属の固体プラグが剛性回転を抑えられ、必要な圧縮と押出圧力とを得るようなものである。 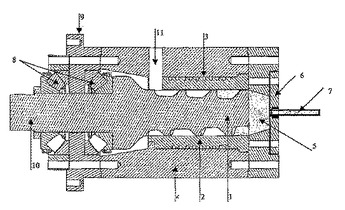 (もっと読む)
(もっと読む)
細長い物品の製造
最初に、外面がプラスチックからなるコアが成形されるように、細長い物品が、成形される。次に、管状の金属層が、シームレスであるように押し出し成形される。金属層が押し出し成形されるとき、隙間(16)が、金属層とコアとの間に与えられる。金属層が冷却された後に、コアの外面は、金属層の内面に接触される。接着作用が、これらコアと金属層との間に与えられ、そして、これらコアと金属層とを一緒に圧縮する永久的な圧縮力が、与えられる。 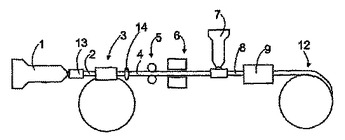 (もっと読む)
(もっと読む)
コンフォーム式押出ダイス

【課題】 高速押出時の押出ダイスに掛かる圧力を軽減させ、温度上昇を抑え、中柱の欠損と、製品表面の剥がれを生じる事無く、押出速度を向上する。
【解決手段】 使用する押出ダイスのオス型のダイスを全体の厚さの20〜40%とし、ダイス外径に対しポート径を55〜80%とする事を特徴とする製品1本押出用コンフォーム式押出ダイス。
(もっと読む)
コンフォーム押出方法
【課題】 高速押出及び高強度アルミニウム合金の押出でも、製品の外周・中央部、中柱根元・中央部での肉厚変動を防止し、製品表面のピックアップと言われる不良も防止する。
【解決手段】 ホイール挿入直前の母材を150〜450℃に加熱することを特長とするコンフォーム押出方法。
(もっと読む)
銅および亜鉛を含有する合金の押出成形
本発明は、少なくとも若干量のβ相黄銅を含む合金製品(19)を押出成形によって製造する方法、少なくとも若干量のβ相黄銅を含む合金の押出成形によって製造された合金製品、銅および亜鉛と少なくとも若干量のβ相とを含む合金の押出ダイス(15)、押出成形装置、ならびに押し出し成形用合金の使用に関する。
 (もっと読む)
(もっと読む)
連続押出装置
【課題】
【解決手段】
連続押出装置のダイヒーターボディアセンブリ(11)は銅管の押し出しに対して非磁気部材であるダイブロック(15)とダイヒーターボディ(19)で滑りばめを形成するバケツ部(17)を備えるEP−A−071,490で述べられた装置と実質的には同等である。ダイヒーターボディ(19)はおよそセ氏700度の温度まで導電によりバケツ部(17)を加熱するために、電力及び冷却水接続部(23)に備えられたセラミック支持部材に組み込まれた(set in)螺旋状の銅管のコイルを備えている。バケツ部(17)の導電熱効果を高めるために低リラクタンス磁気部(25)と磁気部材終端ブロック(33,35及び37)がバケツ部(17)へ渦電流を導く。加熱された結果としてシューの弱化が抑えられる(limited)。  (もっと読む)
(もっと読む)
二機能性モノリシック押出し成形構造用材料
本発明は、二機能性押出し成形構造用材料(F)、特に航空機製造用の縦通材であって、一つの面上に固定するのに適した脚部(13)および本体部(14)を備え、前記脚部(13)がアルミニウムを主成分とする溶接可能な合金材(B)製であり、前記本体部(14)がアルミニウムを主成分とする熱処理合金材(A)製であることを特徴とする、二機能性押出し成形構造用材料(F)に関する。 (もっと読む)
押出し機
押出し機(1)において、シリンダクロスヘッドと該シリンダクロスヘッドに結合されたカウンタクロスヘッド(2)とから成るプレスフレーム(3)が設けられており、該プレスフレーム(3)内にリニア走行可能なコンテナキャリッジ(5)が配置されており、該コンテナキャリッジ(5)が、ビレットコンテナ(7)を同心的に取り囲むコンテナホルダ(6)を有していて、装入装置によって装入された、プレスしたいビレットをカウンタクロスヘッド(2)に対応配置されたダイの前方のプレス位置に搬送するようになっており、この場合、コンテナホルダ(6)が、コンテナキャリッジ(5)に対してエアギャップを伴ってコンテナキャリッジ(5)に自己支持的に保持されており、コンテナホルダ(6)が、プレス中心(12)において両側に配置された、直径方向で外側に突き出した支持ウェブ(13)を備えており、該支持ウェブ(13)が、コンテナキャリッジ(5)の保持ブロック(15)の切欠き(14)内に掛け込まれている。 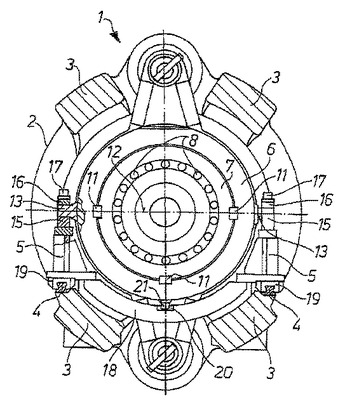 (もっと読む)
(もっと読む)
押出成形用素材、押出成形方法および押出成形品
【課題】 コンフォーム法による押出成形において、押出成形品の高精度化と高品質化を可能にする。
【解決手段】 リン含有量が5×10−4wt.%〜15×10−4wt.%であり酸素含有量が5×10−4wt.%以下になるA領域は、成形直後および加熱試験後における膨れ異状はほとんどなくなり、押出成形品の導電率から銅平角線14が薄肉化しても全く問題はない領域である。そして、リン含有量が4×10−4wt.%〜20×10−4wt.%であり酸素含有量が10×10−4wt.%以下になるB領域は、成形直後および加熱試験後における膨れ異状は、ほとんど見られなくなり、押出成形品の導電率が97%IACSを超える領域である。その他の領域では上記膨れ異状の発生頻度は80%程度になり急激に悪くなる。
(もっと読む)
21 - 30 / 34
[ Back to top ]