
国際特許分類[B21D28/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレスカッティングによる成形;穴抜き (1,417) | 屑を出すかもしくは出さないでブランクまたは物品の押し抜き;ノッチング (426) | 一部分が被加工物に付着した状態の不完全押抜き (75)
国際特許分類[B21D28/10]に分類される特許
21 - 30 / 75
帯状材料から精密打ち抜き部品を製作する方法と装置
精密打ち抜き部品の外周に沿った不完全打ち抜きは、打ち抜きパンチ11および/または打ち抜きプレート5の特別に形成された打ち抜きエッジによって行われる。その際、精密打ち抜き部品1は少なくとも1つの部分的な接続部分において、帯状材料と相対的な高さ位置にある精密打ち抜き部品のほぼ上側平面または下側平面で、先ず最初は帯状材料2に材料結合的に接合された状態であるように、不完全打ち抜きが行われ、そして精密打ち抜き部品は帯状材料と共に、後続の離型段(エゼクタ)まで帯状材料の走行方向に移動させられ、この離型段において精密打ち抜き部品と帯状材料が、垂直方向の剪断力成分を加えずにかつ押し戻さずに、接続部分を破断することによって帯状材料の走行方向に対して垂直方向下方へ互いに分離され、この場合、離型された精密打ち抜き部品1が打ち抜きプレート9内の落下シュートを通って排出される。 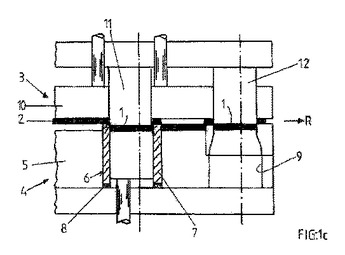 (もっと読む)
(もっと読む)
熱交換器および熱交換器用フィンの製造方法

【課題】熱交換性能を低下させることなく、通風抵抗を低減させることができる熱交換器および熱交換器用フィンの製造方法を提供する。
【解決手段】フィン2に気流方向X1と略平行な平面部21を設け、平面部21に、平面部21に対して予め定めた捻り角度で捻られたルーバ23を、気流方向X1に沿って複数設け、平面部21の空気流れ上流側端部および下流側端部に、気流方向X1と略平行な上流側平面部24および下流側平面部25をそれぞれ設け、平面部21に、気流方向X1と略平行になっており、ルーバ23の捻り方向を反転する転向部26を設け、上流側平面部24の気流方向X1の長さをL1、下流側平面部25の気流方向X1の長さをL2、転向部26の気流方向X1の長さをL3、ルーバ23のルーバピッチをLpとしたとき、Lp≦L3<2Lpの関係を満たすように構成する。
(もっと読む)
穿孔工具、ブッシング、保護構造、及び下地の施工方法。

【課題】 下地材に貫通孔を穿孔するばあいに貫通孔の周縁がブッシングの取付片を形成させることのない貫通孔の穿孔がおこなえる穿孔工具と、この様な貫通孔に取り付けるブッシングとを提供することであり、またその場合の貫通孔を貫通させる配線に対する貫通孔端面による傷つきへの保護構造と、これらを可能にする施工方法とを提供することである。
【解決手段】 穿孔工具に関しては、保持ハンドルを備えた本体と、この本体に設けられた筒刃と、この筒刃に挿入すべく進退操作可能に設けられた穿孔刃とを有する。そして、穿孔刃は、本体に軸支された可動ハンドルと、保持ハンドルとを互いに近接離反させることで進退操作され、更に、筒刃に挿入された穿孔刃の基端側周縁の鍔部と、筒刃の開口周縁による口端部とにより、貫通孔の周縁を穿孔刃の進行方向側に後退した形状にプレス成形するプレス部を備えることを特徴とする。
(もっと読む)
ハイドロフォーム成形型
【課題】孔開け加工や膨出加工のみならず、切り起こしなどの加工を施すことを可能にする。
【解決手段】金型本体21に閉断面を有するワーク11を収納するキャビティが形成され、金型本体21にキャビティ28に連通するスライド孔26が形成され、このスライド孔26にスライド可能に嵌合するスライド工具27が設けられ、ワーク11をキャビティ28内に収納し、ワーク11内に加工液を充填し、ワーク11内が所定内圧に達した後にスライド工具27を金型本体21の外方に引き抜き、ワーク11に孔開け加工を施すハイドロフォーム成形型20において、スライド孔26のワーク11側の端部に、部分的に破断を阻止する曲面部(R部)35が設けられた。
(もっと読む)
メッシュ状体の製造装置
【課題】金属ボードの延び度合いを極力一定として、より多くの開口を成形することにある。
【解決手段】第一型4Fと第二型6Sを型閉じして、第一型4Fに対して弾性的に支持された第一押圧面部40fと、第二型6Sに対して弾性的に支持された第二押圧面部40sにて、両傾斜刃面部20f,20s周りのボード部分を狭圧して両傾斜刃面部20f,20sに対面状となるよう曲げ変形させたのち、第一押圧面部40fと第二押圧面部20sを、型閉じの押圧力により各々弾縮方向に移動させつつ、第一押圧面部40fより突出の第一傾斜刃面部20fと、第二押圧面部20sより突出の第二傾斜刃面部20sにて金属ボードを挟圧して金属ボードBDに開口を成形する構成である。
(もっと読む)
ワークピースを機械加工するための排出ツール
【課題】ワークピースを機械加工するために用いる、残余部分を排出する排出ツールを得ること。
【解決手段】本発明は、ワークピースを機械加工するための排出ツールに係り、特に、少なくとも1つの残余部分(56)を有する、切断ビームによって切断されたワークピースを排出するための排出ツールに関し、および、排出ツール(11)によって残余部分(56)を排出する方法に関し、上部ツール(12)からの複数の穿孔ツール(16)からパンチ(17)が選択され、排出ツール(11)の下部ツール(14)の対向切刃(42)が選択され、板状材料(53)に切断間隙(59)が施された後、残余部分(56)をサブエリア(54)に接合するマイクロウェブ(57)が切断され、残余部分(56)が下部ツール(14)の排出開口部(41)を通じて除去される。
(もっと読む)
成形素材及びプレス成形機並びにプレス成形方法
【課題】一つの成形素材(ブランク)から同時に異種の部品を成形することができる成形素材及びプレス成形機並びにプレス成形方法を提供する。
【解決手段】異種部品を同時に成形することができる成形材料であって、この成形材料1は、異種部品を成形する複数の成形素材部1A,1Bと、前記成形素材部1A,1B間に形成されされた境界線部1Cとを備え、前記境界線部1Cがせん断される手前まで加工した後、平坦状態に戻したパーシャルトリムによって形成されている。
(もっと読む)
駆動ベルトのための横断エレメントを製造する方法
駆動ベルト(3)のための横断エレメント(32)を製造する方法は、横断エレメント(32)のための鋼母材の条片(50)をブランキング装置(70)へ送るステップと、横断エレメント(32)を条片(50)からほぼ完全に切り取り、横断エレメントを条片(50)の残りのフレーム部分(52)に結合タブ(51)を介して結合させておくステップと、条片(50)のフレーム部分(52)に結合されたまま横断エレメント(32)を硬化させるステップと、結合タブ(51)を切断することによって横断エレメント(32)を条片(50)のフレーム部分(52)から完全に分離するステップとを有する。本発明によれば、横断エレメント(32)を切り取るステップが完了した後の所定の段階において、条片(50)を、フレーム部分(52)の区分と該区分に結合された少なくとも1つの完全な横断エレメント(32)とを含む条片区分(52)に切断する。  (もっと読む)
(もっと読む)
ギヤの製造方法
【課題】プレス加工後に高い平面度を得ることが可能であり、且つ、後加工としてのバリ取りと歪み取りを廃止でき、生産性を向上できる回転ディスクの製造方法を提供する。
【解決手段】内周にギヤ歯型1aを有する回転ディスク1は、半抜き工程→打ち抜き工程→分離工程を経て製造される。この製造方法では、分離工程時のプレス剪断力を小さくできるので、プレス加工のみで、平面度が高く、且つ、精度の高いギヤ歯型を有する回転ディスクを製造できる。また、ブランク材1Aの内周に歯型形状を打ち抜く方向と、金属板3からブランク材を切り離す方向とが逆方向に行われるので、回転ディスクの内周に生じるバリ1cと、外周に生じるバリ1dの方向が同じである。このため、プレス加工された回転ディスクの両側に固定ディスクを組み付けて慣らし回転することにより、両ディスクを均一に面接触させることができる。
(もっと読む)
二次元シート材料で形成されるヒンジ連結三次元構造
実質的に二次元シート材料は、屈曲線に沿ってヒンジを有する三次元構造を形成するように、屈曲線に沿って屈曲するために構成される。シート材料は、屈曲が行われる領域中で実質的に二次元である、シート材料と、屈曲線の対向側に沿った、シート材料の厚さ方向への複数の変位とを含み、各変位は、その端部分の間に延在し、かつ屈曲線に実質的に平行である、剪断縁を有する。隣接する剪断縁は、屈曲線に沿ってその間に延在するヒンジ構造を形成するように、屈曲線に対して互いに重複し、ヒンジ構造は、端部分と形状が一致するヒンジ端を有する。ヒンジ構造は、複数回の屈曲および伸長サイクルのために寸法決定および構成され、それにより、屈曲線の対向側でシート材料の対向パネルを接続する一体型ヒンジを提供する。ヒンジ連結三次元構造を作成および使用する方法も開示される。 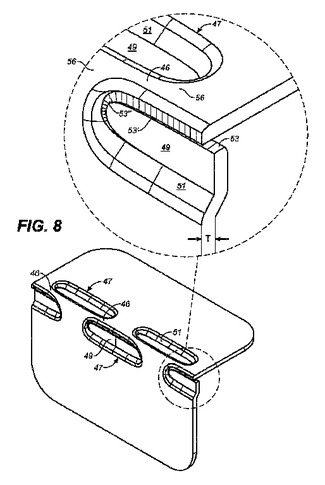 (もっと読む)
(もっと読む)
21 - 30 / 75
[ Back to top ]