
国際特許分類[B21D28/10]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | プレスカッティングによる成形;穴抜き (1,417) | 屑を出すかもしくは出さないでブランクまたは物品の押し抜き;ノッチング (426) | 一部分が被加工物に付着した状態の不完全押抜き (75)
国際特許分類[B21D28/10]に分類される特許
11 - 20 / 75
ストッパ付筒状体の製造装置および製造方法
【課題】 特許文献2に開示されているようなストッパ付筒状体を筒状素材から低コストで製造するための製造装置を提供する。
【解決手段】 本発明のストッパ付筒状体製造装置は、筒状素材を、その内径部または外径部の位置決めを行うことで、直立した状態で所定位置に位置付ける円筒状または環状のホルダー、および前記ホルダーに配置された筒状素材に対向して設けられ、該筒状素材に対して相対的に離接できるようになっており、該筒状素材に向かって凹状となったドーム状カッターを備え、このドーム状カッターは、その中心部から斜め外方に向かって湾曲して延在し、複数の帯状刃を備えるとともに、前記ホルダーは、前記帯状刃(26a)のそれぞれと整合し、該帯状刃の横幅に実質的に一致し、前記ストッパ要素が半径方向内側に折り曲がることを許す半径方向溝部を有している。
(もっと読む)
ドラムブレーキ用バッキングプレートの製造方法

【課題】ドラムブレーキの部品点数を削減させ、且つ、強度を確保したまま従来のケーブル案内部の限界高さより高いケーブル案内部を有する、ドラムブレーキ用バッキングプレートの製造方法を提供する。
【解決手段】切り曲げにより生じる板厚の減少部分が、第1プレス工程P2における円板部材64の一部64aの長手方向の中央部分と第2プレス工程P3における円板部材64の一部64aのうち第1プレス工程P2で切り曲げられた長手方向の中央部分よりも外側に位置する部分とに分けられることから、切り曲げ後のケーブル案内部18dの板厚が従来の一回の切り曲げ加工によって成形されるケーブル案内部に比較して厚くなるので、強度を確保したまま従来のケーブル案内部の限界高さに比較して実施例のケーブル案内部18dの限界高さを高くさせられる。
(もっと読む)
ボス部を備えた物品の製造方法、及び物品
【課題】板状部材に無理な変形を強いることなく高さ寸法を大きくすることができるボス部を備えた物品の製造方法を提供する。
【解決手段】ボス部を一体に備えてなる物品を製造するための方法であって、板金素材につぶし加工を施して環状の薄肉部u2を形成するとともに、その薄肉部の内側に増肉部を作りだし、その増肉部にバーリング加工を施して筒部u3を形成し、その筒部と薄肉部との間に存在する増肉部の塑性変形を利用して絞り上げ加工によりカップ状の突起p11を設け、筒部の内周にねじ溝p13を刻設してねじ孔p12を形成する。
(もっと読む)
メタルハニカム素材、メタルハニカム構造体及びメタルハニカム素材成形用の金型装置
【課題】流入流体に極めて強い混合と拡散及び反応作用を行うことができるメタルハニカム素材を提供する。
【解決手段】金属板4に、周辺の一部を切開し、残りの部分を折り曲げ立設して舌片となした開口を多数設けてなる構成とする。そしてこのメタルハニカム素材をうず巻き状に積層し、あるいは短冊状にして層状に積層した構成に、またはこのように構成したメタルハニカム構造体の側面側から任意の一部を円柱状に切り出し、さらに長さ方向に切断してなる構成とする。
(もっと読む)
ばね組立体とその製造方法
【課題】 加工・製作が容易で、基板に対しコイルばねが強固に固定されたばね組立体を提供する。
【解決手段】 基板1上にコイルばね2の座巻部2aが固定されたばね組立体である。基板1には、コイルばね2の内周に沿って延出する内側壁11と、コイルばね2の外周に沿って延出する外側壁12とが形成されている。そして、内側壁11と外側壁12のいずれか一方が、コイルばね2の座巻部2aに対し軸方向への抜けを阻止する形状に加工されたばね固定壁を構成している。また他方は、コイルばね2の座巻部2aに対し径方向の移動を阻止する支持壁を構成している。
(もっと読む)
圧延芯材の製造方法
【課題】コイル材の幅方向中央部のブリッジ部を残して、その以外の部位にスリッターローラにてスリット加工を施す際に、各スリットのブリッジ部側端部でのクラックの発生につながるような非正規破断面の発生を防止する。
【解決手段】一対の鋸歯状のスリッターローラ5,6を噛み合わせて、それらのスリッターローラ5,6同士の間に、圧延芯材となるべき所定幅寸法のコイル材Wを供給する。コイル材Wの幅方向中央部にブリッジ部を残して、その以外の部位にスリッターローラ5,6にてスリット加工を施して、未拡開状態のスリットを形成する。スリッターローラ5,6には、ブリッジ部を切り残すために刃の一部を欠損させるようにして断面円弧状または半円状の凹状溝部13,14を形成しておく。
(もっと読む)
打抜き加工されたセンタリングディスク
本発明は、第1の環状面を備え、この第1の環状面に少なくとも1つの弧状のスリット(16)を備え、第1の環状面に相対する第2の環状面(14)を備え、第2の環状面(14)から軸線方向に突出している少なくとも1つの弧状部分(20)を備える、トルクコンバータのための打抜き加工されたセンタリングディスク(10)である。スリットは内側半径と外側半径とを有しており、上記部分は内側半径と外側半径とを有し、少なくとも1つのスリットの半径が、前記弧状部分の少なくとも1つの半径と一致する。さらに本発明において上記部分は、スリットを形成するために押し退けられる材料を有している。  (もっと読む)
(もっと読む)
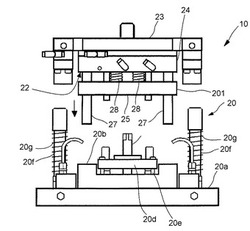
表面に保護シートを備えたワークの半抜き加工方法及びパンチ金型並びにダイ金型
【課題】保護シートを備えたワークに半抜き加工を行って形成した凸部の頂面及び/又は凹部内の小さな保護シートの除去を容易に行うことのできる半抜き加工方法及び同方法に使用するパンチ金型、ダイ金型を提供する。
【解決手段】表面に樹脂製の保護シートを備えた板状のワークWの前記表面側又は裏面側に凸部WPを形成する半抜き加工方法であって、前記凸部WPの周縁の一部又は前記凸部WPを形成することによって前記凸部WPの反対面に形成された凹部の周縁の一部に、前記保護シートの非切断部を形成して前記凸部を形成する半抜き加工方法であり、使用するパンチ金型は、パンチガイド7内に上下動自在に備えたパンチ11におけるパンチ先端部周縁の一部に、前記保護シートの非切断部29を備えている。また、半抜き加工方法に使用するダイ金型は、ダイ本体21に備えたダイ孔27の周縁の一部に、前記保護シートの非切断部31を備えている。
(もっと読む)
バーリング加工方法及び金型
【課題】使用する金型数が少なく、かつネジ山を形成するための穴の有効長をより長くしてネジ山数をより多く形成することのできるバーリング部を形成するバーリング加工方法及び金型を提供する。
【解決手段】パンチ金型とダイ金型によって板状のワークWを挟み込み、パンチ金型に備えた加圧突出部23と加圧突出部と対向してダイ金型に備えた加圧突出部35とによって挟圧された部分を挟圧加圧して薄肉に形成すると共に、挟圧加圧される部分の金属を、前記パンチ金型又はダイ金型に備えた加圧突出部の周囲に形成されている環状の凹部19へ流動し、ワークWの上面又は下面の一側面に、筒状の突出部BUを形成すると共にワークWの他側面に凹部を形成する(a)工程と、パンチ金型とダイ金型の加圧突出部によって挟圧加圧されて薄肉となった部分を打抜く(b)工程と、を備えている。
(もっと読む)
研削板の製造方法
【課題】従来の製造方法は、パンチやダイが複雑なものであり、また、パンチの先端を平面に形成しているために、打ち抜くためのエネルギーも多量に消費するものである。
【解決手段】押し型1と、押し型1に多角錐状の多数の突起刃部1aと、押し型1と合着させる受け型2と、受け型2に突設した柱状の多数の加工ピン2aとを備え、突起刃部1aと多数の加工ピン2aとは押し型1と受け型2とを合着させた時相互に当接しない位置に配設した、研削板の製造具を用いて、押し型1と受け型2との間に被加工物3を位置させると共に、被加工物3を押し型1と受け型2とを挟圧して多数の突起刃部1aの先端で被加工物3を突き破り複数の先端突起4aに研削刃を有する多数の盛り上がり部4を形成するものである。
(もっと読む)
11 - 20 / 75
[ Back to top ]