
国際特許分類[B22C23/02]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 鋳造用鋳型造型 (3,533) | 工具;前述していない造型用装置 (110) | 鋳型または中子被覆用装置 (78)
国際特許分類[B22C23/02]に分類される特許
61 - 70 / 78
スプレーポイント調節方法およびスプレー装置およびそのノズル
【課題】 スプレーポイントの確認に好適なスプレーポイント調節方法およびスプレー装置およびそのノズルを提供する。
【解決手段】 スプレーノズル1の内部にノズル開口12を透過させて被塗物表面に向けて可視光を照射する照射ユニット6を内蔵させ、ファイバーケーブル7を介して発光ユニット8よりのレーザ光を導入し、照射ユニット6の先端に設けた拡散レンズ6Aを介して噴霧口12の開口に向けて末広がりに拡散したレーザ光を照射するようにした。
(もっと読む)
離型剤塗布状態検出方法及び離型剤塗布状態検出装置

【課題】蛍光塗料を用いて離型剤を可視化することを図り、金型のキャビティ形成面に塗布された離型剤の分布や塗布厚を簡易観察により判別して、離型剤塗布状態の良否を判定することが可能である離型剤塗布状態検出方法及び離型剤塗布状態検出装置を提案する。
【解決手段】蛍光物質を含有する離型剤が塗布された金型のキャビティ形成面8に紫外光を照射し、前記キャビティ形成面8にて発される可視光の発光強度に基づいて離型剤塗布状態を検出して、離型剤の分布や塗布厚などの、前記キャビティ形成面8への離型剤塗布状態の良否を判定する。離型剤塗布状態のうち塗布量の多少を推定するに際しては、離型剤塗布量と可視光の発光強度との関係を示す測定ゲージを用いる。
(もっと読む)
粉体離型剤供給装置
【課題】
攪拌室にて攪拌された粉体離型剤をキャビティに残らず供給できる粉体離型剤供給装置を提供すること。
【解決手段】
鋳造用の金型2に形成されたキャビティ3に粉体離型剤を供給する粉体離型剤供給装置1であって、粉体離型剤を貯留する貯留容器4と、貯留容器4にて貯留された粉体離型剤が流入し、流入した粉体離型剤を攪拌する攪拌容器6と、攪拌容器6及びキャビティ3に連通し、攪拌容器6からキャビティ3に粉体離型剤を搬送する搬送管路9とを備える粉体離型剤供給装置1において、搬送管路9に連通し、キャビティ3に向かって流れる圧縮エアA2を搬送管路9に供給するエア供給管路11をさらに備え、圧縮エアA2が攪拌容器6と搬送管路9との間に生じさせる圧力差により、攪拌容器6にて攪拌された粉体離型剤をキャビティ3に供給する構成としたこと。
(もっと読む)
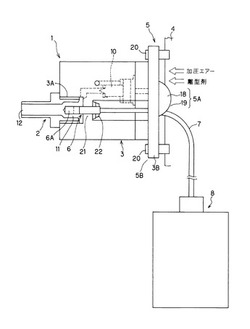
鋳造用金型のキャビティ表面への離型剤噴霧方法、及び、離型剤噴霧装置
【課題】キャビティ内で滞留する水分(水蒸気)を除去することにより、鋳巣等の欠陥の発生を防ぎ、製品品質の向上を図るための新規な離型剤噴霧方法、及び、離型剤噴霧装置を提案する。
【解決手段】型開状態で形成される型間空間30に離型剤噴霧装置1をセットし、キャビティ表面に対し離型剤を塗布する離型剤噴霧方法であって、前記離型剤を噴霧して前記キャビティ表面に対して前記離型剤を塗布する第一工程と、前記キャビティ表面に対してエアーを吹き付け、前記キャビティ表面に付着した水分を前記キャビティ表面上から除去する第二工程と、前記型間空間30に滞留する前記水分を含む滞留物を、吸引手段(減圧装置5)により除去する第三工程と、を実施するものであり、前記第二工程と、前記第三工程を並行して実施するものとするものである。
(もっと読む)
鋳造補助装置
【課題】 鋳造前処理の作業中に、その作業を停止することなく、次の処理サイクルの処理条件を変更することができ、ひいていは鋳造作業効率を向上することができる鋳造補助装置を提供する。
【解決手段】 鋳造装置1における型開きされた固定金型1a及び/又は可動金型1bの表面に、所定の処理条件データに基づく鋳造前処理を、自動的に繰り返し施すようにした鋳造補助装置において、前記処理条件データを再入力するための入力装置23を備え、該入力装置23に処理条件データが再入力された場合に、元の処理条件データを再入力された処理条件データに置き換えて、次のサイクルの前記鋳造前処理を行うようにしたことを特徴とする。
(もっと読む)
スプレー剤塗布方法及びスプレー剤塗布装置
【課題】金型に離型剤などのスプレー剤を塗布するスプレーノズルにおいて、簡単な構成により、実際にスプレー剤の詰まりが発生した場合の不具合を未然に防止する。
【解決手段】鋳造用の金型1・2の成形面1a・2aに離型剤などのスプレー剤を塗布するスプレー剤塗布方法において、スプレーノズル4からスプレー剤を噴霧するとともに、金型1・2のスプレー剤噴霧箇所の温度を検出し、スプレー剤噴霧開始後から、予め設定される所定時間が経過するまでの間に、検出される金型の温度が予め設定される所定温度を下回らない場合、スプレーノズル4に異常が発生したと判断し、警報を発する構成とした。
(もっと読む)
スプレー装置
【課題】ダイカスト製品形状が幅広で凹凸が複雑な場合でも、金型鋳造面に離型剤を、最適位置に最適量塗布できて、製品品質の向上を図るとともに、生産性と信頼性の高いスプレー装置の提供をする。
【解決手段】噴霧量を電気的に可変制御可能な吐出ポンプ機能を備え、これと接続したスプレーノズル11を、幅方向を含めた3軸方向(X、Y、Z)と3回転軸方向(Θx、Θy、Θz)に位置移動制御および回転角度制御の可能なマニピュレータ14に保持し、少なくとも1方向には独立して自走・自転するアクチュエータ構造を設けたスプレーヘッド13と一体化することにより、予め複数設定しておいたプログラムを切り替え作動することによって、迅速に金型鋳造面6の所定の位置と向きに、所定の量の離型剤を適正に噴霧し、また、種々の異なる金型鋳造面にも簡単に適用することを可能とする。
(もっと読む)
金属射出成形用離型剤の塗布方法および装置
【課題】一般的な金属射出成形機を用いて成形を行う離型剤を塗布する場合、金型に配置された噴霧ノズルが引き起こしていた操作性、保全性、製作性、機能性などの悪化を解決し、難しい知識や経験等を必要とせずコスト上昇を最小限に抑制し、これまでの凡用タイプの金型をそのまま流用することが可能な構造とした離型剤を塗布する方法及び装置を提供する。
【解決手段】射出成形機の固定盤に設けられたスペーサープレート内に、離型剤を塗布するために、外部からの駆動機構により動作する離型剤噴出ノズルを備え、金型の溶湯の注入口から離型剤を塗布する。
(もっと読む)
水溶性バインダ鋳型造型用金型装置
【課題】 水溶性バインダを粘結剤として造型した鋳型は離型が悪い。
【解決手段】粒子状骨材、1種類以上の水溶性バインダおよび水を撹拌して生成した発泡状混合物により鋳型を造型するに当たり、発泡状混合物が充填されて鋳型を造型する金型装置において、鋳型が離型しにくい部分に耐熱性と離型性を有する物質で製作した部品4を埋設するか、および/または鋳型が離型しにくい部分を耐熱性と離型性を有する物質の膜で被覆したことを特徴とする。
(もっと読む)
鋳鉄管鋳造用中子の塗型剤塗布方法
【課題】鋳物用中子17のどぶ漬けによる塗型剤eの塗布において、その塗型剤の液切れを円滑に行う。
【解決手段】どぶ漬け後の中子17をその軸心cを鉛直方向に対し30度傾けその軸心周りに回転させる。中子17が傾むけば、中子17下方の一点が最下部となって、その最下部に塗型剤eが集まり、その集まった塗型剤eは、落下しやすく液切れし易くなり、中子を回転させれば、塗型剤eは遠心力によって移動が活発となり、最下部の液切れはさらに促進され、中子17表面の余分な塗型剤eは遠心力によって塗布面上を活発に移動して、垂れ跡を残すことなく剥離されるとともに、塗布面は満遍なく均される。このため、塗型剤eの液切れが円滑に行なわれ、垂れ跡の残らない塗布面となって、鋳鉄管受口内面の鋳肌は良好なものとなる。
(もっと読む)
61 - 70 / 78
[ Back to top ]