
国際特許分類[B22C9/06]の内容
国際特許分類[B22C9/06]に分類される特許
51 - 60 / 739
造型装置
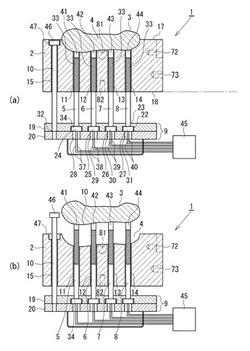
【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
金型の温度制御システム

【課題】簡単な構成で、容易に且つ確実に金型を部分的に任意の温度に制御することができる金型の温度制御システムを提供する。
【解決手段】本発明の金型の温度制御システムは、反磁性を有する温度制御流体1と、金型2に設けられて温度制御流体1が流通される流路3と、流路3内で流通される温度制御流体1を偏向させようとする側と反対側に設けられる磁場形成手段4とを備えている。磁場形成手段4が形成する磁場により、流入口32aから流出口33aに向かって孔30内を流通する温度制御流体1は、磁場形成手段4に対して反発するように偏向する。
(もっと読む)
金型装置
【課題】製品形状に起因したアンダーカット部の成形上の制約を抑え、製造効率を好適に高めることができる金型装置を得る。
【解決手段】ダイカスト装置10においては、固定金型11と可動金型12とが組み合わされることで鋳造製品に対応するキャビティCが形成される。可動金型12は、複数の金型構成体によって構成されている。それら金型構成体のうち少なくとも1つは、製品押出機構による鋳造製品の押出方向と交差する方向へ変位可能に設けられ、同鋳造製品のアンダーカット部としての環状突部を形成する押出スリーブ81である。鋳造製品が可動金型12に係合する初期位置から製品押出機構により所定の押出位置へ押出された状態にて、当該製品押出機構の押出動作に基づいて押出スリーブ81を上記交差する方向へ誘導することにより当該押出スリーブ81を環状突部から離間させる誘導部が設けられている。
(もっと読む)
鋳抜きピン装置
【課題】環状溝を任意の部位に容易に設けることができる鋳抜きピン装置を提供することを課題とする。
【解決手段】鋳抜きピン装置10は、中空体の先端が塞がれた形態のアウターチューブ11と、このアウターチューブ11に挿入されるインナーチューブ20と、このインナーチューブ20に挿入され冷媒をインナーチューブ20内へ供給する冷媒パイプ30とからなる。インナーチューブ20の外周面21に、例えば3個の環状溝22が設けられている。インナーチューブ20の径外方から刃具を当てて、外周面21に環状溝22を形成することができる。この工法であれば、中ぐり法とは異なり、インナーチューブ20の任意の部位に環状溝22を設けることができる。刃具の撓みを心配する必要がないので、環状溝22の仕上げ精度は良好になる。
(もっと読む)
鋳造方法及びその装置
【課題】鋳造を行う際に湯道に残留した溶湯を、効率よく冷却する。
【解決手段】鋳造装置10の金型16は、湯道38が形成された溶湯導入部28を備える。キャビティ32に溶湯14を充填した後、湯道38には、溶湯14を冷却するためのチラー18が設けられた冷却用バー20が挿入される。この際、チラー18の先端は、キャビティ32の最高位置を示す仮想線Lよりも下方に位置する。このため、湯道38を構成する方案部40の入口近傍の溶湯14が優先的に冷却される。冷却用バー20及びチラー18には、好ましくは流通路56が設けられており、この流通路56には、冷却媒体(例えば、冷却水)が流通される。
(もっと読む)
鋳造金型セット
【課題】中子と他の金型の間でバリが発生することを抑制した金型セットを提供する。
【解決手段】鋳造用の金型セット100は、上型2、下型6、横型5、および、中子8で構成されている。金型セット100は、溶湯を供給する前の金型セットを閉じた状態において、中子8の鋳物形状形成部8bの上方に位置する第1金型(上型2)と鋳物形状形成部8bの間の空隙のクリアランス(第1クリアランス)が、中子8の巾木部18a上面とこれに対向する第2金型(横型4)の間の空隙のクリアランスよりも小さい。溶湯が注入され中子8が浮いたとき、第2クリアランスよりも小さい第1クリアランスは消滅するので、第1クリアランスの位置にバリが発生することはない。
(もっと読む)
金型鋳造方法
【課題】 鋳造の際に溶湯に振動を加えながら鋳造を行う金型鋳造法において、鋳造品の金属組織を微細化し、引け巣を低減し、以って機械的特性を向上できる方法を提供する。
【解決手段】 振動を加えない場合の鋳物の冷却速度(A)と、振動を加えた場合の鋳物の冷却速度(B)と、の冷却速度の比を(B/A)としたときに、振動の加速度を(B/A)>1.0が得られる加速度以上とし、かつ溶湯が接触するキャビティの表面粗さを(B/A)>1.0が得られる表面粗さ以上とする。
(もっと読む)
鋳造装置及び鋳造方法
【課題】溶湯が冷却されるときに生じる収縮量を考慮して、成形する鋳物製品における鋳巣の発生を防止することができ、鋳物製品の形状に変化が生じることを防止することができる鋳造装置及び鋳造方法を提供すること。
【解決手段】鋳造装置1は、一対の鋳型部2A,2Bの間に、製品キャビティ21、補給キャビティ22及び冷却キャビティ23を形成してなる。一方の鋳型部2Aには、加圧ブロック3が配設してある。制御手段は、製品キャビティ21及び補給キャビティ22へ充填された溶湯50が、一対の鋳型部2A,2Bによって冷却されて収縮する量に応じて、加圧ブロック3を、製品キャビティ21と補給キャビティ22との境界部222を開口する位置から縮小又は閉口する位置へ移動させ、かつ、製品キャビティ21及び補給キャビティ22へ供給された溶湯50の収縮が収まる時点で、加圧ブロック3を閉位置へ到達させる。
(もっと読む)
評価用鋳造型、評価用鋳造型を用いた評価方法
【課題】鋳造型の設計に有用な評価結果を得ることにより鋳造品の品質の向上を図ることができる評価用鋳造型、当該評価用鋳造型を用いた評価方法を提供すること。
【解決手段】本発明の一態様は、鋳造時における鋳造材料の流れの状態を評価する評価用鋳造型1において、鋳造材料を鋳込む湯口部34と、湯口部34に連通する第1キャビティ部36および第2キャビティ部38と、第1キャビティ部36および第2キャビティ部38の間を連通させる橋渡し部40と、を有し、第1キャビティ部36および第2キャビティ部38の内部に鋳込まれた鋳造材料の長さをもとに鋳造材料の流動性を評価し、橋渡し部40の内部に鋳込まれた鋳造材料の成形状態をもとに鋳造材料の湯流れ性を評価すること、を特徴とする。
(もっと読む)
傾動式重力鋳造法
【課題】溶湯の充填性に優れ、鋳造品に鋳造欠陥が生じることを充分に防ぐことができる 傾動式重力鋳造法の提供。
【解決手段】傾動式重力鋳造装置1は、金型2にラドル7を備え、ラドル7に溶湯Mを溜め、金型2が傾けられたときに湯口5を介して該金型2のキャビティ6に溶湯Mを注ぐものである。傾動式重力鋳造装置1を用いた傾動式重力鋳造法において、金型2を傾ける金型傾動工程が完了するまでの間に該湯口5を遮断部材18で遮断した状態で該キャビティ6の溶湯Mを加圧ピン23で加圧する加圧工程が開始される。
(もっと読む)
51 - 60 / 739
[ Back to top ]