
国際特許分類[B22C9/06]の内容
国際特許分類[B22C9/06]に分類される特許
31 - 40 / 739
オルガノ変性シリコーンの製造方法、オルガノ変性シリコーンを含有する金型鋳造用離型剤、及び金型鋳造方法。
【課題】優れた離型性を金型鋳造用離型剤に付与することができるオルガノ変性シリコーンを提供すること。
【解決手段】(I)鎖状シリコーンに、(II)炭素数4〜18のモノオレフィン及び/又はアルケニル基を有する炭素数8〜12の芳香族炭化水素と、(III)下記一般式(2):
[式(2)中、R2は炭素数1〜16の3価又は4価の脂肪族炭化水素基、R3は水素原子又はメチル基を示し、pは0又は1、qは3又は4である。]で代表されるポリ(メタ)アクリル酸エステルとを、ヒドロシリル化触媒存在下において付加反応せしめることによりオルガノ変性シリコーンを得ることを特徴とするオルガノ変性シリコーンの製造方法。
(もっと読む)
高温軟化抵抗性に優れた高強度金型の製造方法
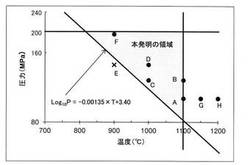
【課題】 高温軟化抵抗性に優れた高強度金型の製造方法を提供する。
【解決手段】 工具鋼粉末と酸化物粉末との混合粉末であって、質量%でC:0.1〜3.0%、Cr:1.0〜18.0%を含有し、かつ、体積%で酸化物を0.3〜5.0%含有する混合粉末をメカニカルミリングした後、熱間静水圧プレスによって固化し、型彫り面形状に機械加工して焼入れ焼戻しするか、または、焼入れ焼戻しして型彫り面形状に機械加工する高強度金型の製造方法において、前記熱間静水圧プレスは、プレス時の圧力をP(MPa)、温度をT(℃)としたときに、P≦200、T≦1100であり、かつ、Log10P≧−0.00135×T+3.40の条件で行う金型の製造方法である。好ましくは、T≦1050である。そして、前記混合粉末をメカニカルミリングした後、金型基体の表面に固化する高強度金型の製造方法である。
(もっと読む)
湯口装置

【課題】冷却媒体の流量を例えば熱源範囲などに対応するよう適宜変更し得る湯口装置を提供する。
【解決手段】周方向に沿って装置本体12に配置される分水路(導排水経路を構成する冷却経路)15と,この分水路15に連通するよう軸心方向に沿って配置される冷却ブッシュ装置Sとの冷却回路である。冷却ブッシュ装置Sは、湯口装置10におけるランナー熱源の範囲内に、装置本体12の周方向へ適宜角範囲をもって複数配置し得る。即ち、ランナー熱源の範囲に対する冷却溶媒の流量を適宜変更し得るので、湯口装置10を局部的及び効率的に冷却できる。従って、冷却溶媒の流量を熱源範囲に対応するよう適宜変更できるので、冷却効率が向上し得る。また、冷却ブッシュ装置Sを任意の箇所へ集中的或いは分散して配置できるので、従来のように分割しなくても、複雑な冷却回路を構成し得る。
(もっと読む)
マスターモデルの製作方法
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
通水機構及びその製造方法並びにブッシュ装置
【課題】金型の冷却孔に対し冷却装置の密着性を簡易な構成で向上し得る冷却ブッシュ装置などを提供する。
【解決手段】カラー12は冷却孔82及び冷却ブッシュ14に介在する。カラーの内面はテーパで、その外径は冷却孔の孔径と同一である。冷却ブッシュの外面をカラーのテーパに対応するテーパとする。冷却ブッシュ及びカラー(冷却ブッシュ装置10)の取付時、冷却ブッシュがカラーを押広げるというテーパの楔効果により、カラーが冷却孔に密着する。即ち、冷却ブッシュ及びカラーのテーパ同士を嵌合させる組合せ構造で、冷却ブッシュ装置及び冷却孔を密着させるので、熱伝達効率を低下させず、金型の温度調整をし得る。また密着性を冷却ブッシュ及びカラーのテーパ同士を嵌合させる簡易な機械構造であるので、従来例の冷却孔及び金型用溶湯冷却ピンの隙間に溶解金属を介在させる構成に比べ、交換時などの労力が軽減でき使い勝手が良くなる。
(もっと読む)
鋳造装置、および鋳造方法
【課題】簡単な構成で、鋳造型として金型を用いて、鋳包まれた中子を鋳造品とともに容易に取り出すことができる鋳造装置と鋳造方法を提供する。
【解決手段】中子1を保持して鋳包む鋳造装置であって、開閉可能に設けられ型閉じすることにより所定形状のキャビティを形成する複数の金型2、3と、金型2、3に設けられて、型閉じすることにより中子1の端部を保持するとともにキャビティ面を構成し、型開きすることにより中子1の端部を解放する中子保持手段5とを備えている。中子保持手段5は、金型2、3に形成された収容部50と、複数の保持部材51と、型閉じすることによって保持部材51を収容部50内に収容させるとともに、型開きすることによって保持部材51を収容部50から突出させるよう駆動する駆動手段52とを備えてなり、収容部50の内周面と各保持部材51の外周面は、テーパ状に形成されている。
(もっと読む)
成型装置および同成型装置による成型方法
【課題】金型における成型部の耐久性を確保しつつ簡単な構成で成型部を加熱することができる成型装置および同成型装置による成型方法を提供する。
【解決手段】成型装置100は、成型対象とるなる製品PRを成型加工する第1金型110と第2金型120とを備えている。第1金型110および第2金型120は、互いに対向する面の中央部に第1成型部111および第2成型部121が形成されている。第1成型部111および第2成型部121は、製品PRの表面形状に対応する3次元形状がそれぞれ形成されている。第1金型110および第2金型120における第1成型部111および第2成型部121の各周囲には、断熱絶縁体113,124が設けられている。また、第1金型110および第2金型120は、入出力電極132,133を介して給電装置136が接続されているとともに、連結電極134,135によって電気的に接続または切断可能に連結されている。
(もっと読む)
成形品離型方法、および成形品離型装置
【課題】簡単な構成で、容易にかつ確実に成形品を成形型から無理なく離型させることができ、離型に必要な適切な推力で押し出しピンを駆動して、消費電力量を低減させることが可能な成形品離型方法と、その装置を提供する。
【解決手段】成形品離型装置は、成形型1内で成形された成形品Mを成形型1から取り出すべく離型させるためのものであって、成形品Mと接触する部分2に衝撃を付与する衝撃付与手段5を備えている。成形型1内で成形された成形品Hと接触する部分2に衝撃を付与することにより、成形時に成形型1に貼り付いた状態の成形品Mを成形型1から引き離し、または、その貼り付き力を弱めることとなる。そのため、成形品Mを成形型1から容易にかつ確実に離型させることができる。
(もっと読む)
金属材料の表面処理方法、及びそれを用いた金属材料
【課題】例えばアルミ溶湯と接触するアルミダイカスト金型などの表面処理にも適用することができ、金属材料の表面に優れた耐食性(耐溶損性)や表面硬度を付与することができる金属材料の表面処理方法、及びそれを用いた金属材料を提供する。
【解決手段】本発明の金属材料の表面処理方法は、金属材料の表面に耐ヒートクラック層を形成する第1の工程と、その表面にクロム層と窒化クロム層とを交互に積層させてなる耐溶損層を形成する第2の工程と、最上面に耐摩耗・耐熱層を形成する第3の工程と、を含むことを特徴とする。
(もっと読む)
金型冷却装置
【課題】金型内の冷却路を通流する冷却水の流れを安定化する。
【解決手段】金型冷却用の冷却水を分配して、金型2の内部に形成された複数の冷却路2a〜2eの各々に供給し、冷却路2a〜2eの各々を通流した冷却水を、各冷却路2a〜2eに接続された排出管6a〜6eを介して、金型2の外部に排出させる冷却装置において、排出管6a〜6eのうちのひとつの排出管6aに、駆動空気の噴射により発生させた負圧を利用して、冷却路2aを通流する冷却水を吸引する冷却水吸引装置9を設けた構成とした。
(もっと読む)
31 - 40 / 739
[ Back to top ]