
国際特許分類[B22C9/06]の内容
国際特許分類[B22C9/06]に分類される特許
61 - 70 / 739
棒状砂中子を用いる鋳造方法及び棒状砂中子の変形防止具
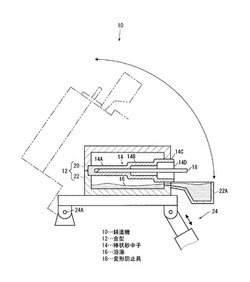
【課題】簡単な構造の中空の棒状砂中子を用いて精度のよい鋳造を行うことができる鋳造方法及びこれに用いられる棒状砂中子の変形防止具を提供する。
【解決手段】中空構造の棒状砂中子14を金型12の中に設置して金型12及び棒状砂中子14で形成される空間に溶湯16を注湯する棒状砂中子を用いる鋳造方法であって、棒状砂中子14の中に棒状の変形防止具18を挿入してから金型12及び棒状砂中子14で形成される空間に溶湯16を注湯するようにした。
(もっと読む)
金型用離型剤
【課題】本発明は、天然ワックス、合成ワックスなどに代わり、高温でも優れた離型性を発揮する非シリコーンのワックス離型成分、並びに、該離型成分を含有する金型用離型剤を提供する。
【解決手段】硬質ラノリン脂肪酸及び/又はその誘導体を離型成分として用いる。該離型成分は高温での皮膜形成性に優れ、従来のワックスの代替として好ましく金型用離型剤に用いることができる。また、シリコーン類で問題となる金型への蓄積や製品の塗装性への懸念が小さい。
(もっと読む)
鋳造用金型

【課題】サポート部材を用いずに撓みを防止する鋳造用金型を提供する。
【解決手段】鋳造用金型4、7には製品を成型するキャビティを形成する成型面14、21と、成型面14、21側とは反対側の面に、成型面14、21側に窪んだ曲面15、22とが形成されている。
(もっと読む)
金型温調回路封止方法
【課題】Oリングを設置できなくても、入れ子を用いた温調回路の封止を行う。
【解決手段】中間流路24が形成され金型に装入される入れ子13と、温調機に連通する入口流路21及び出口流路22が形成されたスライド後部11との双方を、夫々の流路同士が連通するように連結して温調回路10を形成する場合、入れ子13とスライド後部11との接触面の少なくとも一方に、接着剤を塗布してから双方を連結することで、温調回路10を封止する。また、入れ子13の後端面23と、スライド後部11の前端面の少なくとも一方には、予め粗面化処理を行っておく。例えばローレット加工のように、多数の溝を形成することによって、粗面化処理を行う。
(もっと読む)
ダイカスト用金型
【課題】ダイカスト製品の金型への焼き付きを抑制し生産効率を高めるとともに耐久性に優れるダイカスト用金型の提供。
【解決手段】工具鋼からなる金型基材(2)の一部に、酸化物、炭化物、窒化物及び炭窒化物のうちの少なくとも1つ以上の化合物を含む表面処理層の付与されたキャビティ部(100)を有するアルミニウム合金ダイカスト用金型である。表面処理層の表面(3a)には0.5μm〜5.0μmの算術平均表面粗さRaで微細凹凸を与えるとともに、微細凹凸の局部山頂の平均間隔Sを0.5μm〜50μm、且つ、S/Ra比を10未満としたことを特徴とする。
(もっと読む)
鋳造用金型
【課題】製品の突出部において鋳巣が発生することを抑制する鋳造用金型1を提供する。
【解決手段】製品を成形するキャビティを形成する成形面20を有する鋳造用金型1であって、成形面20には、製品の突出部を成形する凹部2と、凹部2の底面5における溶湯の流れ方向に沿って、底面5から製品側に突出する複数のリブ6とが形成されている。
(もっと読む)
表面処理方法
【課題】 高い耐久性を有する炭素膜を金属材の表面に安定的に形成する表面処理法を提供する。
【解決手段】 本願は、第1工程と第2工程とをこの順序で行なう金属材の表面処理方法を開示する。第1工程は、金属材の表層に圧縮残留応力を付与する工程を含む。第2工程は、金属材の表層に窒化層が形成される窒化条件の下で有機ガスとともに金属材を熱処理することによって、カーボンナノコイル、カーボンナノチューブおよびカーボンナノフィラメントからなる群から選ばれる少なくとも1種のナノカーボン類を含むナノカーボン炭素膜を金属材の表面に形成するナノカーボン炭素膜形成工程と、ナノカーボン炭素膜の表面にフラーレン類を塗布するフラーレン類塗布工程と、炭素膜が形成された金属材を400℃以上に加熱する焼成工程と、をこの順序で行うことを含む。
(もっと読む)
金型予熱装置
【課題】方案部をその他の部分より高温で加熱して、指向性凝固を確保できる金型予熱装置を提供する。
【解決手段】金型100の上型101と下型102との間に配置され、鋳造前に上型101と下型102とを予熱する金型予熱装置10であって、金型予熱装置10は、周囲加熱部11と、中央加熱部12と、を具備し、周囲加熱部11は、湯道104と重なる部分が開放され、周囲加熱部11の内周側面には、加熱面16が設けられ、加熱面16は、金属プレートと、金属ニットと、を具備し、前記金属プレートには、複数の孔が形成され、金属ニットは、金属プレートの表面に設けられ、中央加熱部12は、箱体であって、周囲加熱部11の中央に配置され、中央加熱部12は、上側と下側とに加熱面17・18を設け、上側の加熱面17の金属プレート17Aは、下側の加熱面18の金属プレート18Aよりも孔17Bが多く形成されている。
(もっと読む)
鋳造用金型
【課題】鋳造用金型のキャビティからガスを容易に排気するとともに、粉バリを容易に排出する。
【解決手段】鋳造用金型としての可動型34を構成する第2分割型38には、キャビティ16からガスを排気するためのベント54が形成される。このベント54は、キャビティ画成用凹部44に連なり、且つ鉛直方向に対して所定角度で傾斜するように延在する第1溝56a〜56dと、該第1溝56a〜56dに連通し、可動型34の下端面及び上端面の双方で開口する第2溝58a、58bとを有する。なお、第2溝58a、58bに圧縮エア等のブロー用の気体を供給することが好ましい。
(もっと読む)
金属の成形方法
【課題】金属の成形方法において、ダイヤモンド状炭素膜を有する成形用金型を用いて成形を行う場合に、金属溶湯が高温であっても、ダイヤモンド状炭素膜の劣化を抑制することができるようにする。
【解決手段】ダイヤモンド状炭素膜を金属溶湯と触れる表面の少なくとも一部に有する成形用金型を用いて前記金属溶湯を固化させる金属の成形方法であって、成形用金型の置かれた雰囲気を真空置換する真空置換工程S2と、雰囲気が真空置換された後に、金属溶湯を成形用金型に充填して、臨界冷却速度以上の冷却速度で急冷することにより、金属溶湯を固化させ、20K以上のガラス遷移領域を有する非晶質合金の成形品を形成する成形工程S3と、を備える。
(もっと読む)
61 - 70 / 739
[ Back to top ]