
国際特許分類[B22C9/06]の内容
国際特許分類[B22C9/06]に分類される特許
21 - 30 / 739
鋳物製品の製造方法、鋳物製品及び鋳造用金型装置
【課題】製品内部におけるマイクロシュリンケージの発生位置を制御し、高応力負荷部における強度を確保することができる鋳物製品の製造方法及び鋳物製品、並びに、この鋳物製品の製造方法に用いられる鋳造用金型装置を提供する。
【解決手段】鋳造用金型装置20に金属溶湯を供給して鋳物製品を成形する鋳物製品の製造方法であって、鋳造用金型装置20には、製品成形部21と、製品成形部21に連設された冷却フィン成形部25とが設けられおり、製品成形部21及び冷却フィン成形部25に前記金属溶湯を供給し、冷却フィン成形部25において冷却フィン部を形成し、製品成形部21のうち前記冷却フィン部が形成された領域を優先的に凝固させることを特徴とする。
(もっと読む)
ハイブリッド金型

【課題】金型用鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供する。
【解決手段】金型用鋼材から成る成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、該非鉄金属体にキャビティEと製品関連部7を備え、該キャビティの製品形成面の損傷しやすい負荷集中範囲と、該製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、その薄肉化した肉欠部13に高エネルギ密度の熱源を用いて該非鉄金属体より溶融温度の高い鉄系材を肉盛溶接し、鉄系肉盛部4で覆い、該鉄系肉盛部表面に仕上げ加工した鉄材層4Aを設け、該鉄材層で該非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とする。該成形金型を、鋼材型と非鉄金属体から成る入れ子型とで構成する場合も同様である。
(もっと読む)
鋳造用金型装置
【課題】砂中子で発生するガスによるガス欠陥を抑制すること。
【解決手段】キャビティ32内には、砂中子48が配置され、側方型38の内壁38aには、鋳造成形体のリブに対応する溝部40が形成され、溝部40は、下部側溝部40a、40b及び上部側溝部40cと、分岐した2つの下部側溝部40a、40bが合流し、且つ、上部側溝部40cとも合流してキャビティ32側に向かって開口する合流部45とを有し、合流部45には、外部と連通する通気孔42と、通気孔42に装填されるトラップ部材44とが設けられ、溝部40は、砂中子48の上方に位置するように設けられる。
(もっと読む)
ダイカスト金型
【課題】ダイカスト鋳造の操業開始時におけるダイカスト金型の昇温の際に、昇温中であっても冷却すべき箇所は冷却する一方で、迅速に昇温したい箇所は冷却しないことによって迅速に昇温させる冷却制御機能を備えたダイカスト金型を提供する。
【解決手段】ダイカスト金型2内部の冷却経路を低温時冷却経路8と高温時冷却経路12に区別する。低温時冷却経路8と高温時冷却経路12の分岐点16に温度依存弁10を配置する。温度依存弁10が測定する金型もしくは冷却媒体の温度が低温のときは冷却媒体を低温時冷却経路8のみに流し、温度依存弁10の測定温度が高温のときは冷却媒体を高温時冷却経路12にも流す。低温のときは常温時冷却経路8が配された箇所付近の金型のみが冷却され、それ以外の箇所は迅速に昇温する。
(もっと読む)
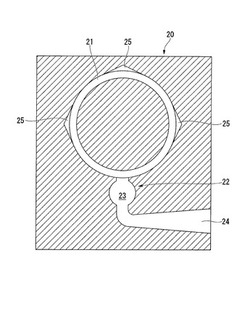
減圧成形型
【課題】スライド部分30,40,50,60を備えている減圧成形型において、成形空間70の密封度を高める。
【解決手段】
各スライド部分30,40,50,60が前進位置にある第1型20と、第2型(図2には示されていない固定型)を当接させると、第1型本体22と複数個のスライド部分30,40,50,60と第2型によって閉じられた成形空間70が完成する。各スライド部分30,40,50,60に、第1型本体22との当接面と隣接するスライド部分との当接面と第2型との当接面を一巡するシームレスのシール部材39,49,59,69を配置する。成形空間70の密封度が高まる。
(もっと読む)
金型の冷却装置および金型の冷却方法
【課題】 金型の操業中であっても十分に腐食を防止することが可能であって、且つ安価で冷却効率を高めることができる金型の冷却装置および冷却方法を提供すること。
【解決手段】 金型10の冷却孔14内に挿入される冷却水管231に設けられるコイル部材233を外部電源方式による電気防食用の陽極として利用することにより、金型10の操業中に腐食を防止することができる。また、電気防食により金型操業中の応力腐食割れを防止することができるため、冷却孔14の底部とキャビティ面CSとの間の距離を狭めることができる。そのため内部冷却効率を高めることができる。
(もっと読む)
ウォータジャケット成形用金型
【課題】内部から全体を均一に冷却することが可能な冷却機構を、剛性低下を極力抑えて設けたウォータジャケット成形用金型を提供する。
【解決手段】シリンダブロックのウォータジャケット成形用金型10は、複数の円筒部11が連結されており、円筒部11の周壁部12内に周方向に沿って形成され、シリンダの軸方向に離間した複数段の周方向流路23を含む冷却回路20を備えている。
(もっと読む)
金型装置
【課題】リターンピンへのバリの噛み込みを防止することが可能な金型装置を提供する。
【解決手段】金型装置10は、その合わせ面11a,12aにキャビティ部17が形成される下型11及び上型12と、キャビティ部17に成形された成形品を下型11から離型させるエジェクタピン21と、型閉め時にエジェクタピン21を所定の位置に戻すためのリターンピン22とを備えている。リターンピン22はカバー部材40で覆われている。
(もっと読む)
セミソリッド金属の成形方法及び金型
【課題】固液共存状態の金属スラリーを金型の挿入口から金型のキャビティ内に加圧充填することで金属製品を成形するセミソリッド金属の成形方法において、金属スラリーの流動性を向上させて高い成形性を得ること。
【解決手段】挿入口11とキャビティ12との間に金属スラリーをせん断するためのせん断部13が設けられ、せん断部13での金属スラリーの通過時間における金属スラリーのせん断速度を「7.0×104/s以上」とする。金属スラリーの流動方向におけるせん断部13の長さL1を「5mm以上100mm以下」とする。せん断13が、挿入口11から「200mm以内」の位置に設けられる。
(もっと読む)
鋳造用金型装置
【課題】複数のオーバフロー部が設けられても、キャビティ部内のガスを確実に排出することが可能な鋳型用金型装置を提供する。
【解決手段】鋳造用金型装置10は、鋳造成型品を形成するためのキャビティ部11と、キャビティ部11から延出され、該キャビティ部11に供給された溶湯のオーバフロー分が流れ込む複数のオーバフロー部23,33と、キャビティ部11及びオーバフロー部23,33の減圧を行う減圧手段14と、複数のオーバフロー33と減圧手段14とを連通し、溶湯が浸入可能なガス流通路34と、複数のオーバフロー部33と減圧手段14とを連通し、溶湯で閉塞されないガス専用流通路36とを備える。
(もっと読む)
21 - 30 / 739
[ Back to top ]