
国際特許分類[B22C9/06]の内容
国際特許分類[B22C9/06]に分類される特許
41 - 50 / 739
車両用ホイール製造用の鋳型
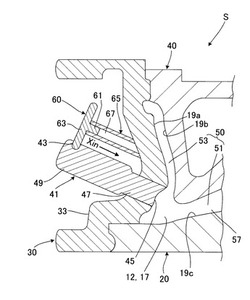
【課題】溶湯の凝固速度を局所的に速めることが可能であり、かつ繰り返し使用が可能な車両用ホイール製造用の鋳型を提供する。
【解決手段】キャビティ50と溶湯流路とを備え、キャビティ50は、ディスク成形部51とリム成形部53とを有し、キャビティ50の壁面の一部を形成する部材は、キャビティ50の壁面の他の部分を形成する部材よりも熱伝導率が高い材質を含む放熱部材41とされており、放熱部材41は、キャビティ50の内部に向かって移動可能に設けられている車両用ホイール製造用の鋳型S。
(もっと読む)
鋳鉄金型によるアルミニウムダイカスト品の製造方法
【課題】大量生産用の旧い型の金型の保管経費を削減することができる少量品生産用または試作品生産用の低コストの鋳鉄金型によるアルミニウムダイカスト品の製造方法を提供する。
【解決手段】質量%で、C:3.0〜3.7%、Si:2.0〜3.4%、Mn:0.5〜1.0%、P:0.02〜0.20%、S:0.08%以下、Cr:0.3〜2.0%、Mo:0.2〜0.8%を含み、残部がFe及び不可避不純物からなる組成の溶湯を金型の仕上寸法よりも大きな鋳型内に鋳込み、粗挽き加工した後、熱処理により表面に開口する微細な空孔を含む脱炭層を形成し、粗挽き加工した前記鋳鉄品をさらに表面切削して前記金型の仕上寸法に仕上げ得た鋳鉄金型部の内面に油性離型剤を塗布、前記鋳鉄金型部材を組み合わせて、所定形状のキャビティを有する金型を組み立て、前記金型のキャビティ内に金属溶湯を加圧注入後、金型を解放して、前記金型から製品を取り出す。
(もっと読む)
車両用ホイール製造用の鋳型およびこれを用いた車両用ホイールの製造方法

【課題】車両用ホイールを品質のばらつきやヒケを極めて少なくした状態で製造することが可能な技術を提供する。
【解決手段】キャビティと溶湯流路とを備え、キャビティは略水平方向に拡がるディスク成形部51とディスク成形部51の外周縁17から上方に延びるリム成形部53とを有し、リム成形部53はキャビティ50のリム肉厚Wが上方から下方に向かって減少するリム肉厚変化領域Lを有する車両用ホイール製造用の鋳型。
(もっと読む)
鋳型造型金型及び同金型段替え方法
【課題】作業者が鋳型造型金型の段替え作業等を簡便に行えるようにする。
【解決手段】上型1及び下型2の各々が、互いに水平方向に分割可能に構成された複数の分割型からなり、上型1及び下型2各々の複数の分割型同士をそれぞれ一体化するように該分割型をクランプする上型及び下型クランプ装置と、下型2の下側に設けられ、エジェクタピン47が立設された第1エジェクタプレート48と、上下方向に進退可能に構成された押出ロッドにより上側に押圧されるように構成され、リターンピン52が立設された第2エジェクタプレート49と、第1エジェクタプレート48を第2エジェクタプレート49に着脱可能に取り付けるエジェクタプレート着脱装置61とを備える。
(もっと読む)
鋳造装置
【課題】非金属製の材料で形成される中子の間に溶湯を流す鋳造装置について、鋳造部品に鋳巣による鋳造欠陥が発生しないようにする。
【解決手段】金属製の材料で形成される主型3内に非金属製の材料で形成される第1中子7と第2中子8とを配置し、第1中子7によって底壁9と天井壁10と側壁11とで囲まれる第1空間部17を鋳造部品2内に形成する一方、第2中子8によってその底面27が天井壁の外側面と接するとともにこの底面より開口が狭い開口部をこの底面と反対側に備える袋状の第2空間部18を鋳造部品内に形成する鋳造装置1において、第2中子8は底面29と反対側の面が主型3と接触しており、その内部に一端が主型と接触する面に開口し、他端が底面27に開口する貫通穴30を備え、貫通穴内に溶湯の熱を主型3に伝える伝熱部材31を配置したことを特徴とする。
(もっと読む)
塗型方法
【課題】車両用ホイールの製品の品質を従来よりも向上させ、さらに安定させるための塗型方法を提供する。
【解決手段】塗型方法は、上型40のリム部形成部41の、サイドゲート11に対向するサイドゲート対向領域42に、下地塗型を行う下地塗型工程と、次いで、リム部形成部41と下面44とに、本塗型を行う本塗型工程と、を含む。また、横型30のリム部形成部35のサイドゲート周辺領域36に、下地塗型を行う下地塗型工程と、次いで、横型30のリム部形成部35に、本塗型を行う本塗型工程と、を含む。
(もっと読む)
金型用鋳抜きピン
【課題】応力低減効果とシール性能とを両立することが可能な鋳抜きピンを提供する。
【解決手段】円柱部11の軸線方向両側にラウンド部12を設けることでシール部7が構成されている。これにより、シール部7の軸線方向長さが延長されてシール性能を確保することができる。また、各ラウンド部12とピン取付孔6との間に、基部3の撓みが妨げられることがないように設定された隙間15が設けられている。これにより、シール性能を確保しながら応力低減効果を確保することができる。
(もっと読む)
ダイカスト鋳造装置
【課題】小さな凝固片の発生を抑制しつつ、射出後のスリーブ残留溶湯を早く凝固させるダイカスト鋳造装置を提供する。
【解決手段】鋳造装置100は、溶湯を一時的に貯めておくスリーブ20と、スリーブ先端に配置されているおり、キャビティへ通じているランナ14へ溶湯を案内するスプルコア30を備えている。スプルコア30には、溶湯をランナ14へと案内するガイド溝32が形成されている。プランジャチップ先端面と対向するスプルコア前面には、ガイド溝32を構成するスプルコア部分の材料よりも熱伝導率が高い高熱伝導材34が配置されている。
(もっと読む)
金型の変形量測定システム
【課題】簡単な構成で、成形を行っている状態における金型の変形量を容易に且つ精度よく測定することができ、しかも、比較的薄い金型であっても適用可能な金型の変形量測定システムを提供する。
【解決手段】本発明の金型の変形量測定システムは、金型1の成形時の変形量を測定するためのものであって、金型1の内部の所定の箇所に収容部10が設けられており、ガイド板3の所定の位置には変位量を測定するための歪みゲージ2が設けられており、金型1の収容部10には、歪みゲージ2を有するガイド板3が配設される。
(もっと読む)
鋳型造型装置
【課題】弾発装置のメンテナンスを簡単に行うことができるとともに、弾発装置に異物が付着するのを防ぐことができる鋳型造型装置を提供することを課題とする。
【解決手段】二つの金型10,20を閉じることでキャビティCが形成される鋳型造型装置1であって、内面に成形面11が形成された固定型10と、固体型10が取り付けられた固定型取付板30と、固定型取付板30に設けられた弾発装置90と、固定型取付板30を支持する固定側テーブル70(支持部材)と、を備え、固定型10の外面12と固定型取付板30の内面31とが間隔を空けて配置されており、弾発装置90は、内外方向に弾性を有し、固定型取付板30に形成された嵌合孔33に外面32側から嵌合されるとともに、嵌合孔33の内面31側から突出して、固定型10の外面12に当接している。
(もっと読む)
41 - 50 / 739
[ Back to top ]