
国際特許分類[B22C9/06]の内容
国際特許分類[B22C9/06]に分類される特許
71 - 80 / 739
金属の成形方法および成形用金型
【課題】金属の成形方法および成形用金型において、20K以上のガラス遷移領域を有するZr基合金の非晶質合金を成形する場合に成形用金型の劣化を抑制し成形用金型の耐久性を向上することができるようにする。
【解決手段】溶湯と触れる表面の少なくとも一部にTi単体、Ti化合物、またはTi単体とTi化合物との混合体からなる薄膜6を有する金型3を用いて、20K以上のガラス遷移領域を有する非晶質合金となるZr基合金の金属材料の溶湯を、金型3内に充填することにより金属材料の臨界冷却速度以上の冷却速度で冷却して固化させ非晶質合金の成形品を形成することを特徴とする金属の成形方法を用いる。
(もっと読む)
鋳造用金型

【課題】鋳造用金型のキャビティからガスを容易に排気するとともに、粉バリを容易に排出する。
【解決手段】鋳造用金型としての可動型34を構成する第2分割型38には、キャビティ16からガスを排気するためのベント54が形成される。このベント54は、キャビティ画成用凹部44に連なり、且つ鉛直方向に対して所定角度で傾斜するように延在する第1溝56a〜56dと、該第1溝56a〜56dに連通し、可動型34の下端面及び上端面の双方で開口する第2溝58a、58bとを有する。なお、第2溝58a、58bに圧縮エア等のブロー用の気体を供給することが好ましい。
(もっと読む)
金属ガラスの鋳造金型
【課題】金属ガラスの収縮の影響により成形体を損傷することなく形成できる金属ガラスの鋳造金型を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に金属ガラス溶湯を流し込み、固化させて成形体を得る鋳造金型であって、前記キャビティーは、第1成形部と第2成形部と、前記第1成形部と前記第2成形部とを連通する第3成形部と、を備え、前記第3成形部側を構成する前記第1成形部の第1成形面および前記第2成形部の第2成形面を備え、前記第1成形面および/または前記第2成形面と前記パーティングライン面とのなす角度θが0°≦θ≦45°であり、前記第一モールドベースと前記第2モールドベースと、は弾性部材を介して固定部材により前記パーティングライン面の開放が抑制される金属ガラスの鋳造金型。
(もっと読む)
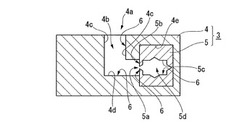
チルベント
【課題】型合わせ面での奪熱効果を高めるために、複雑な送水路を内部に形成したチルベントを提供する。
【解決手段】チルベント1のチルブロック2A,2Bは、型合わせ面2A1,2B1を備えた基材3A,3Bに、送水路形成板4A,4Bを嵌め合わせて構成されている。送水路形成板は、嵌合凹部4A1,4B1の表面に送水溝5A,5Bを備え、送水溝5A,5Bの表面に連通した給水孔6A1,6B1及び排水孔6A2,6B2が裏面に開口している。送水溝5A,5Bは、給水孔6A1,6B1と排水孔6A2,6B2とを連通させる溝を嵌合凹部の表面に設けて構成されている。送水路形成板に基材が嵌め合わされると、送水溝と基材の裏面との間に送水路が形成される。
(もっと読む)
耐溶損性鋳物、その製造方法および金属溶湯接触部材
【課題】耐溶損性が従来のものより極めて優れた耐溶損性鋳物および鋳物からなる金属溶湯接触部材を提供する。さらに、設備コストやランニングコストに優れるとともに、耐溶損性に優れた耐溶損性鋳物を安定的に得ることができる耐溶損性鋳物の製造方法を提供する。
【解決手段】本発明の耐溶損性鋳物は、所定の組成を有する母材金属層と、該母材金属層表面に形成された酸化物層と、を備え、前記酸化物層の一部が、該母材金属の結晶粒界に繊毛状に伸長している。
(もっと読む)
金型構造
【課題】高温の鋳造に際して、鋳造品の内部巣をつぶし緻密で均一な組織として高強度化を図ることができる金型構造を提供する。
【解決手段】本金型構造は、鋳造用の金型構造2であって、互いに近接・離反可能とされる上型5及び下型6と、上型及び下型との間でキャビティCを形成し、該キャビティ内に注湯される溶湯を加圧し得るように上型及び下型の間で上下方向に移動可能とされる中間型7と、下型に対して中間型を浮上させる浮上手段(浮上用シリンダ3)と、を備える。
(もっと読む)
耐溶損性鋳物および金属溶湯接触部材
【課題】耐溶損性が従来のものより極めて優れ、さらに製造する際の設備コストやランニングコストに優れる耐溶損性鋳物および鋳物からなる金属溶湯接触部材を提供する。
【解決手段】本発明の耐溶損性鋳物は、母材金属層と、該母材金属層表面に形成された酸化物層と、を備え、前記酸化物層の一部は、該母材金属の結晶粒界に繊毛状に伸長している。
(もっと読む)
ダイカスト用金型及びダイカスト法
【課題】バルブ装置に押し出しピンを設けなくとも、排気ランナーにおいて凝固した溶湯が確実に固定型から分離できるようにする。
【解決手段】バルブ装置9は、開口部37を開閉する弁体32を備えている。排気ランナーは、キャビティに近い側に位置し、可動型の分割面10に形成された溝により構成される可動側ランナー部80と、インナー排気路に近い側に位置し、固定型の分割面20に形成された溝により構成される固定側ランナー部90とを有している。固定側ランナー部90のうち少なくとも前記開口部37の周辺部における抜き勾配βは、可動側ランナー部80の抜き勾配αよりも大きい。
(もっと読む)
ダイカスト金型用鋼及びダイカスト用金型
【課題】相対的に厚い化合物層を容易に形成することができ、焼付きが起きにくいダイカスト金型用鋼、及び、これを用いたダイカスト用金型を提供すること。
【解決手段】0.25≦C≦0.50mass%、0.0005≦Si≦0.30mass%、0.40≦Mn≦2.00mass%、1.50≦Cr≦3.00mass%、Mo≦2.00mass%、V≦0.60mass%、W≦3.00mass%、及び、Al≦3.00mass%を含み、残部がFe及び不可避的不純物からなり、窒素保有量(=[Si]+[Cr]+[Mo]/2+[V]+[W]+[Al]。但し、[]は、各元素の含有量(mass%)。)が6.00mass%以下であり、少なくとも溶湯と接する面にFe−N系化合物を主相とする厚さ10μm以上の化合物層を形成した状態で用いられるダイカスト金型用鋼及びこれを用いたダイカスト用金型。
(もっと読む)
コーティング剤の成形治具
【課題】簡易な構造で容易に、孔部分に塗布されたコーティング剤の塗布面を均一に成形することができるコーティング剤の成形治具を提供する。
【解決手段】本発明の成形治具は、取っ手部とT型をなすように固設された柄部3と、柄部3の端部に複数設けられ、柄部3の軸線上から該軸線と直交する方向に延出し、柄部3の周方向において等間隔で並ぶとともに、縁部に切刃8を形成され、ボス部及び孔部の内側に挿入される内径仕上げ刃5と、内径仕上げ刃5を囲むように複数配設され、ボス部の外側端面を仕上げる高さ仕上げ刃6と、高さ仕上げ刃6の外周側に連接して高さ仕上げ刃6よりも突出し、コーティング剤が塗布されたボス部及び孔部の内径寸法とボス部の高さ寸法とを最終的に決定するために上記孔部が形成された基材の表面に当接するとともに、高さ仕上げ刃6による切削屑を外部に排出するための溝11を有する位置決め部7とを有する。
(もっと読む)
71 - 80 / 739
[ Back to top ]