
国際特許分類[B22D11/11]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 溶融金属の供給または処理 (1,430) | 溶湯の処理 (457)
国際特許分類[B22D11/11]の下位に属する分類
保護パウダーを用いるもの (19)
急冷によるもの (1)
真空処理によるもの
撹拌,または振動手段を用いるもの (222)
金属の精製 (31)
国際特許分類[B22D11/11]に分類される特許
71 - 80 / 184
スラブ鋳片の連続鋳造方法

【課題】 電磁力を利用して鋳型内の溶鋼流動を制御することにより、表層部及び内部ともに酸化物系非金属介在物の少ない、高清浄性のスラブ鋳片を安定して鋳造する。
【解決手段】 その下部に、それぞれ鋳型短辺方向を向いた2つの吐出孔10を有する浸漬ノズル9を用いてタンディッシュ1内の溶鋼を鋳型2に注入してスラブ鋳片22を連続鋳造するにあたり、前記浸漬ノズルを介して注入される溶鋼中に吹き込む不活性ガス流量を5L/min以下とし、且つ、前記浸漬ノズルの吐出孔よりも下方位置に鋳片幅全域にわたる静磁場24を印加するとともに、該静磁場の印加位置よりも下方であって、鋳型内溶鋼湯面から1m以上離れた下方位置に、溶鋼を水平方向に旋回させるための交流移動磁場25を印加する。
(もっと読む)
鋼の連続鋳造方法

【課題】 鋼の連続鋳造中に鋳型内に偏流が発生した場合、電磁力を利用することによって、短時間で効率的に前記偏流を解消する。
【解決手段】 下部に鋳型短辺方向を向いた2つの吐出孔10を有する浸漬ノズル9を用い、該浸漬ノズルの吐出孔よりも上方位置に鋳片幅全域にわたる交流移動磁場及び/または静磁場を印加するとともに、前記吐出孔よりも下方位置に鋳片幅全域にわたる静磁場を印加しながら溶鋼を連続鋳造するにあたり、鋳型内溶鋼に偏流が発生したとき、該偏流を検知し、鋳造される鋳片の幅に応じて、鋳片幅が相対的に小さいときは、交流移動磁場を弱めるか、または吐出孔よりも上方位置の静磁場を強めるか、若しくは交流移動磁場を弱め且つ静磁場を強め、一方、鋳片幅が相対的に大きいときは、交流移動磁場を強めるか、静磁場を弱めるか、若しくは交流移動磁場を強め且つ静磁場を弱め、偏流を防止する。
(もっと読む)
アルミキルド鋼の連続鋳造方法
【課題】 浸漬ノズルに不活性ガスを吹き込みながら、アルミキルド鋼を連続鋳造するにあたり、凝固シェルへ捕捉される不活性ガス気泡の大きさを制御し、それにより、不活性ガス気泡に起因する薄鋼板における欠陥の発生を防止する。
【解決手段】 鋳型内溶鋼湯面19の位置よりも下方の浸漬ノズル9の部位22から、該浸漬ノズルを流下し、浸漬ノズル下部に設置された吐出孔10から鋳型内に流出する溶鋼17に不活性ガスを吹き込みながらアルミキルド鋼を連続鋳造するにあたり、鋳型2を水平方向から見たときに磁場発生装置の電磁コイル24が前記吐出孔の出口の高さ方向の50%以上の領域と重なるように、電磁コイルを鋳型の背面に配置し、該電磁コイルから電磁力を印加し、該電磁力の印加によって溶鋼とともに鋳型内に流出する不活性ガス気泡の大きさを調整する。
(もっと読む)
高強度鋼材およびその鋼材用鋳片の連続鋳造方法
【課題】微細分散した酸化物により鋼中水素を固定した高靱性高強度鋼材、およびその鋼材を得るためにMgを鋳片内に均一に添加し分散できる連続鋳造方法を提供する。
【解決手段】(1)連続鋳造された鋳片を素材として得られる高強度鋼材であって、C、Si、Mn、P、S、Ti、N、Al、Oを規定範囲で含有するとともに、Hを0.00001〜0.0002%およびMgを0.0001〜0.005%含有し、Mg酸化物が微細分散し、Mg酸化物の周囲に水素が濃化した高強度鋼材である。(2)上記(1)の鋼材を製造するための鋳片の鋳造方法であって、タンディッシュ内の溶鋼に浸漬させた浸漬ランスまたは鋳型内の溶鋼に浸漬させた浸漬ランスを通して、Mgの蒸気および/または粒子をキャリアガスとともに該溶鋼中に供給することを特徴とする鋼の連続鋳造方法である。
(もっと読む)
鋼の連続鋳造方法
【課題】鋼種やスループットの変化に対応した最適な電流の印加を行う。
【解決手段】2個のティース部5aと、これらティース部5aの外周部に巻き線5bを施した2個の励磁コイルと、2個のティース部5aを合わせた外周部に巻き線5cを施した1個の励磁コイルを有する電磁コイルを、鋳型3の各長辺3bの外周に同じ個数で、長辺3bの外周合計で(2n+2)個(nは自然数)配置し、溶鋼2を電磁攪拌する際は、全ての電磁コイルにおける各励磁コイルに多相交流電流を通電し、溶鋼2に電磁ブレーキを付与する際は、前記3個の励磁コイルに直流電流を通電して鋼を連続鋳造する方法である。鋳型3に給湯する溶鋼2の成分組成と給湯量によって、周波数が1Hz以上の移動磁場による電磁攪拌、あるいは磁場強度が0.1T以上の静磁場による電磁ブレーキを切り替える。
【効果】非定常な条件においても、品質良好な連続鋳造スラブを安定して製造可能になる。
(もっと読む)
鋼の連続鋳造時における鋳込み初期の運転方法
【課題】定常部のみならず鋳造初期における印加条件の適正化をはかる。
【解決手段】鋳型長辺の外周に配置した電磁コイルに直流電流又は2相以上の多相交流電流を供給することにより鋳型内の溶鋼に電磁ブレーキ又は電磁攪拌を選択的に作用させる連続鋳造方法である。鋳造を開始する際、鋳型内に溶鋼を溜めた状態で、オシレーションを開始した後、鋳片の引抜き開始から20秒以内に交流電流周波数が少なくとも0.5Hz以上となるような印加強度で電磁攪拌を作用させ始める。その後、鋳型内への溶鋼供給速度が3.0t/min以上となった時点で、電磁攪拌を停止して電磁ブレーキに切り替えて電磁ブレーキを作用させる際に、鋳型内厚み方向中心部の最大磁場強度が0.1T以上の磁束密度となるように直流電流を印加する。
【効果】定常部のみならず鋳造初期でも操業支障を伴うことなく品質の向上が可能になる。
(もっと読む)
電磁攪拌・電磁ブレーキ兼用電磁コイル装置
【課題】メニスカスでの攪拌能力と強力な電磁ブレーキ能力を有させる。
【解決手段】直流電流又は3相以上の交流電流を通電して電磁ブレーキ又は電磁攪拌を作用させる兼用コイル装置11である。電磁コイルは、ヨーク部12bから2個のティース部12aを突出状に設け、各ティース部12aは外側に内側巻き線12を施した2個のティース部12aのさらに外側に外側巻き線14を施してひとまとめにした構成である。コア部12をメニスカスから浸漬ノズル1の吐出孔1aを含む鋳片引抜き方向の範囲に、各長辺3bにn個(nは2以上の自然数)ずつ配置する際、ティース部12aのメニスカスから鋳片引抜き方向に200mm以上隔てた領域の突出側を、鋳片引抜き方向側のコア部下端からYmmの高さだけXmm鋳型側に延長した構造(但し、Y>3500/X)とする。
【効果】メニスカスでの攪拌能力と強力な電磁ブレーキ能力を有する装置を実現できる。
(もっと読む)
電磁攪拌・電磁ブレーキ兼用電磁コイル装置
【課題】兼用コイルの鉄芯の最適寸法を具体化する。
【解決手段】鋳型長辺3bの外周に配置する電磁コイルに直流電流又は3相以上の交流電流を通電し、溶鋼2に電磁ブレーキ又は電磁攪拌を選択的に作用させる鋼の連続鋳造用電磁コイル装置である。電磁コイルは、ヨーク部21bから2個のティース部21aを突出状に設ける。ティース部21aは内側巻き線22を施し、内側巻き線22を施した2個のティース部21aのさらに外側に外側巻き線23を施す。ティース部21aの長さLをティース部21aの幅Wの2倍以上となす。又は/及びヨーク部21bの厚みYをティース部21aの幅Wの2倍以上となす。この電磁コイルを各長辺3bにn個(nは2以上の自然数)ずつ配置し、磁性体のコア部21をメニスカス位置から浸漬ノズル1の吐出孔1aを含む鉛直方向の範囲に配置する。
【効果】省電力化と軽量化を図りつつ、十分な攪拌能力やブレーキ能力を確保できる。
(もっと読む)
電磁攪拌・電磁ブレーキ兼用電磁コイル装置
【課題】兼用コイル装置の内側と外側の巻き線の関係を最適化する。
【解決手段】電磁コイルに直流又は3相以上の交流電流を流し、溶鋼に電磁ブレーキ又は電磁攪拌を選択的に作用させる鋼の連続鋳造用電磁コイル装置である。電磁コイルは、ヨーク部1abから2個のティース部1aaを突出状に設ける。内側巻き線1bを施した2個のティース部1aaのさらに外側に外側巻き線1cを施す。内側巻き線1bの巻き数を十分に巻ける場合は、外側巻き線1cの巻き数を内側巻き線1bの巻き数と等しくする。内側巻き線1bの巻き数が不足する場合は、内側巻き線1bの巻き数よりも多く、かつ2.5倍以下とする。この電磁コイルを各長辺1aにn個(nは2以上の自然数)ずつ配置し、コア部1aをメニスカス位置から浸漬ノズル4の吐出孔を含む鋳片引抜き方向の範囲に配置する。
【効果】内側巻き線を必要数巻けない場合も、十分なブレーキ性能と攪拌性能を確保できる。
(もっと読む)
特にストランド又はストリップの鋳造時に生じる溶融液状の金属の凝固過程を均等化するための方法及び装置
凝固過程の間、溶融液状の金属(10)の既に凝固してストランドを形成する外側の領域(11)が、少なくとも電磁場の作用を受けることを特徴とする、溶融液状の金属(10)が、特に電磁撹拌工程を受け、特に電磁撹拌の箇所の上流に存在する金属が、磁場の作用を受ける、特にストランド又はストリップの鋳造時に生じる溶融液状の金属(10)の凝固過程を均等化するための方法と、この方法を実施するための装置。 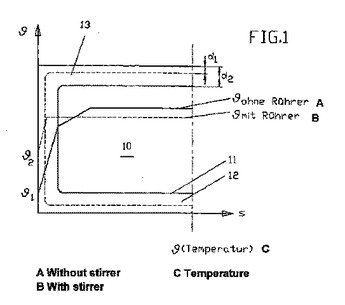 (もっと読む)
(もっと読む)
71 - 80 / 184
[ Back to top ]