
国際特許分類[B22D11/11]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 溶融金属の供給または処理 (1,430) | 溶湯の処理 (457)
国際特許分類[B22D11/11]の下位に属する分類
保護パウダーを用いるもの (19)
急冷によるもの (1)
真空処理によるもの
撹拌,または振動手段を用いるもの (222)
金属の精製 (31)
国際特許分類[B22D11/11]に分類される特許
31 - 40 / 184
鋼の連続鋳造方法
【課題】気泡性欠陥やフラックス性欠陥などが少ない高品質の鋳片を提供する。
【解決手段】鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極3a・3bと1対の下部磁極4a・4bを備えるとともに、浸漬ノズルの溶鋼吐出孔20が、前記上部磁極の直流磁場のピーク位置と前記下部磁極の直流磁場のピーク位置の間に位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動し、且つ前記1対の上部磁極に重畳印加される交流磁界により溶鋼を撹拌しつつ、鋼の連続鋳造を行う方法であって、鋳造するスラブ幅と鋳造速度に応じて、上部磁極に印加する交流磁界の強度と上部磁極および下部磁極に印加する直流磁界の強度を特定の範囲に制御する。
(もっと読む)
タンディッシュからの流れを制御する配置

鋼の連続鋳造において、タンディッシュ(10)における湯出し口(11)からの流れが、溶鋼に渦運動を与えるために回転可能である湯止棒で制御される。この回転は、湯出し口及び吐き出し管(12)における湯あかのリスクを減少させる。湯止棒(16)の周囲のスリーブは、スラグ層(18)を通して溶鋼(17)内へ伸びる。保護ガスが、空気がギャップを通して溶鋼の内部に引かれることを阻止するために、湯止棒(16)とスリーブ(30)の間のギャップに提供される。 (もっと読む)
連続鋳造方法及び連続鋳造用取鍋
【課題】取鍋からタンディッシュに溶鋼を供給する際に、溶鋼中の介在物が取鍋から流出するのを抑制する。
【解決手段】2次精錬後の溶鋼を貯留した取鍋1から、連続鋳造設備のタンディッシュ22に取鍋内の溶鋼を注入するにあたり、取鍋1に設置する蓋31内にカーボンヒータ35を設ける。ターレット41の旋回テーブル42にセットされた取鍋1に対して蓋31を設置した後、タンディッシュ22への取鍋内溶鋼の注入を完了するまでの間に、蓋31自体をカーボンヒータ35で加熱する。カーボンヒータ35には、電源供給部43から電力が供給される。蓋31からの抜熱が減少し、取鍋1内の溶鋼中の下降流が抑えられ、介在物の浮上が促進される。
(もっと読む)
タンディッシュ上部ノズル
【課題】上段のポーラス質耐火物及び下段のポーラス質耐火物へのガス供給を独立して行えるタンディッシュ上部ノズルを提供すること。
【解決手段】上段ポーラス耐火物1と下段ポーラス耐火物2との間における吹き込みガスの透過を抑制するガスシール層8を備える。
(もっと読む)
溶鋼の連続鋳造方法
【課題】現状では鋳片切断後にしかわからないT.[O]外れに起因する、余剰材の発生および向先変更に伴う歩留ロスの双方を抑制する手段を提供する。
【解決手段】溶鋼の二次精錬終了後に溶鋼中のT.[O]を分析し、その分析値に応じて該溶鋼の連続鋳造条件を変更する溶鋼の連続鋳造方法であって、前記溶鋼中のT.[O]分析値を、該溶鋼の連続鋳造中であってその鋳片の切断開始前までに知り、そのT.[O]分析値に応じて受注内容に適合するように鋳片を切断する、または前記溶鋼中のT.[O]分析値を、該溶鋼を連続鋳造機のタンディッシュへ注入し始める前までに知り、そのT.[O]分析値に応じて受注内容に適合するように溶鋼へのCa添加量を調整する。
(もっと読む)
鋼の連続鋳造方法
【課題】 移動磁界によって鋳型内溶鋼を水平方向に旋回攪拌しながらスラブ鋳片を連続鋳造するにあたり、スラブ鋳片のコーナー近傍の凝固シェル厚みを、磁界を印加しない場合と同等の厚みに制御する。
【解決手段】 連続鋳造用鋳型の鋳型長辺2の背面に相対して配置した移動磁界発生磁極6にて移動磁界を印加して鋳型内溶鋼に水平方向の旋回流を生起させながら溶鋼をスラブ鋳片に鋳造するにあたり、前記鋳型長辺背面の前記移動磁界発生磁極の設置位置と鋳造方向同一位置に相対して配置した第1の静磁界発生磁極7にて鋳型長辺を貫通する静磁界を印加して鋳型内溶鋼に制動力を付与するとともに、前記移動磁界発生磁極の設置位置と鋳造方向同一位置の鋳型短辺3の背面に第2の静磁界発生磁極8を配置し、第2の静磁界発生磁極と前記第1の静磁界発生磁極との間で鋳型内溶鋼を貫通するように静磁界を印加する。
(もっと読む)
鋼の連続鋳造方法
【課題】 従来の静磁場よりも流動制御に優れた静磁場を利用して鋳型内の溶鋼流動を制動することで、凝固完了位置の鋳片幅方向分布を従来に比較して精度良く制御し、これにより軽圧下の効果を十分に発現させ、中心偏析の軽微な鋳片を鋳造する。
【解決手段】 静磁場を印加する第1の電磁石19,20を、浸漬ノズル4の設置位置またはその近傍を境として鋳型幅方向に2つに分割して、鋳型背面に相対させて配置するとともに、鋳型とそれぞれの第1の電磁石との間に、静磁場を印加する第2の電磁石21〜26を、それぞれの第1の電磁石あたり2基以上、鋳型幅方向に並べて配置し、それぞれの第1の電磁石及び第2の電磁石で独立して磁場強度及び極性を制御して鋳型内の溶鋼に静磁場を印加するとともに、鋳片の厚み中心部の固相率が0.4以下の時点から少なくとも鋳片の厚み中心部の固相率が0.7以上になる時点まで0.6〜1.5mm/分の範囲内の圧下速度で鋳片を圧下する。
(もっと読む)
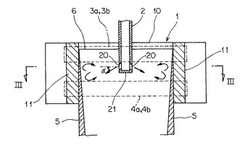
連続鋳造用鋳型及び水平連続鋳造方法
【課題】金属またはその合金を連続鋳造する際に、鋳塊の破断及び溶湯漏れが発生することなく安定した状態で引き抜くことができる連続鋳造鋳型を提供すること。
【解決手段】連続鋳造用鋳型3は、貯溜した溶湯2が吐出される鋳込口1aを有する保持炉1と、この保持炉1の外側に設けられ鋳込口1aに連通する鋳造空間9を形成する一対の黒鉛鋳型4,4と、この黒鉛鋳型4,4を冷却する水冷ジャケット5,5と、を備えている。連続鋳造用鋳型3は、鋳造空間9に溶湯2を通過させることにより鋳塊7を鋳造する。黒鉛鋳型4,4と水冷ジャケット5,5との間の鋳込口側に非接触の空洞からなる非接触部10,10が形成されている。
(もっと読む)
溶鋼の鋳型内流動制御方法
【課題】高スループット条件で鋳造を行う場合にも、鋳片の内部欠陥や表面品位を招くことなく連続鋳造が可能な、溶鋼の鋳型内流動制御方法を提供する。
【解決手段】浸漬ノズル2の吐出口3から溶鋼を鋳型1内へ注入するとともに、吐出口3より上部に設置した電磁攪拌装置5により溶鋼を旋回させ、また吐出口より下部の鋳型内の電磁ブレーキ装置4により溶鋼を制動する溶鋼の鋳型内流動制御方法である。吐出口3からの溶鋼の吐出流速V(m/s)と、電磁攪拌によるシェル前面流速U(m/s)と、吐出口位置における磁束密度B(T)と、水平面に対する吐出口角度θ(°)とが、U−αVB2|sinθ|≧0.2(ただしαは2.1〜4.3の係数)の関係式を満足するように制御する。
(もっと読む)
中炭素鋼の連続鋳造方法
【課題】中炭素鋼の鋳造時に発生が懸念される鋳片短辺部の凝固シェル再溶解に起因する再溶解性ブレークアウトを完全に防止する。
【解決手段】炭素含有量が0.08〜0.16質量%の中炭素鋼を、鋳片厚さに相当する厚さが240mmを超え、鋳造方向の長さが1.1m以下の鋳型を用いて連続鋳造する方法である。CaO/SiO2が1.2〜2.5、凝固温度が1200〜1280℃であるモールドフラックスと、吐出孔が水平方向よりも下方に向いた浸漬ノズルを使用する。磁極の鋳造方向中心位置を前記吐出孔よりも下方の位置として静磁場印加装置を配置するとともに、鋳型厚さ方向中心部における磁場の強度が0.15T以上の静磁場を溶鋼に印加し、鋳片の凝固シェル健全指数Aが190以上となる条件で鋳造する。
【効果】鋳片短辺部の凝固シェル再溶解に起因する再溶解性ブレークアウトを完全に防止でき、中炭素鋼の連続鋳造が安定して行える。
(もっと読む)
31 - 40 / 184
[ Back to top ]