
国際特許分類[B22D11/16]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 制御または調整方法または作業 (980)
国際特許分類[B22D11/16]の下位に属する分類
注湯のためのもの (122)
鋳造片の取出しのためのもの (243)
鋳造片または鋳型の冷却のためのもの (151)
国際特許分類[B22D11/16]に分類される特許
11 - 20 / 464
鋼の連続鋳造方法及び装置
【課題】断面欠陥発生を効果的に防止できる連続鋳造方法及び装置を提供する。
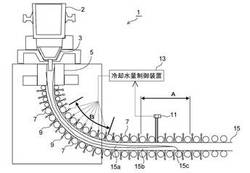
【解決手段】本発明に係る鋼の連続鋳造方法は、鋳造速度が2.0m/minとした場合に最終凝固位置となる位置L2.0(=D2/2K2(D:スラブ全厚(mm)、K:凝固定数(mm・min-1/2))の前後5mの範囲内に鋳片全幅を測定できる放射温度計11を設置し、放射温度計11による鋳片幅方向温度差ΔT_width(℃)が150℃超える場合に、凝固シェル厚d(mm)とスラブ全厚D(mm)に対して少なくともd/D=0.1〜0.4を満たす冷却帯範囲で鋳片に対する冷却強度を調整し、前記鋳片幅方向温度差が150℃以内となるようにすることを特徴とするものである。
(もっと読む)
金属ビレットを水平鋳造及び切断する装置と方法

【課題】改良されたビレット品質が得られるように、鋳造されたビレットを水平に取扱い及び切断をする改良されたシステムを提供する
【解決手段】入口端と出口端を有する水平鋳造型11を備えて、金属ビレットを連続鋳造する装置に関する。それは溶融金属を鋳型入口端に供給する供給トラフと10、鋳造されたビレットを鋳型出口端から受承する水平コンベヤー13とを含む。移動自在の切断のこ15が、コンベヤーと同期して移動して、コンベヤー上に支持されつつ連続ビレットを所定長さに切断するように操作される。ビレットが弾性的に支持される一方、のこ機構は、切断及び搬送作業から鋳型への低周波及び高周波振動の伝達を最小化するように、隔離される。
(もっと読む)
連続鋳造方法
【課題】溶鋼の凝固温度を製造工程中に測定可能にすると共に測定精度を向上させて、溶鋼の目標鋳込温度の迅速且つ適正な設定を可能にすることによって、製造金属の品質の向上を図る連続鋳造方法を提供することを課題とする。
【解決手段】ステンレス溶鋼2の精錬工程Cの後に、精錬したステンレス溶鋼2を連続鋳造する連続鋳造方法は、精錬工程C内で、成分調整を行った後のステンレス溶鋼2の凝固温度を測定する凝固温度測定ステップと、測定した凝固温度に所定の過熱度を加えた温度を、連続鋳造におけるステンレス溶鋼2の目標鋳込温度に設定する目標鋳込温度設定ステップと、目標鋳込温度に基づき、連続鋳造におけるステンレス溶鋼2の鋳込温度を調節する温度調節ステップとを含む。
(もっと読む)
鋼の連続鋳造方法
【課題】縦割れ等の表面欠陥がなく、表面性状に優れた鋳片を安定して連続鋳造することが可能な方法を提供する。
【解決手段】水冷式の鋳型を振動装置によって昇降振動させながら鋼を連続鋳造する方法であって、前記鋳型に供給される冷却水の温度と、前記鋳型から排出された冷却水の温度をそれぞれ測定し、これらの温度の差から算出した鋳型による溶鋼からの抜熱量に応じて、前記鋳型の振動ストロークと振動周波数を設定し、モールドパウダーの流入量を制御することを特徴とする鋼の連続鋳造方法。前記振動装置として油圧シリンダーを備える油圧式振動装置を用い、湾曲型連続鋳造機において湾曲面の内側および外側に前記油圧シリンダーを設け、前記鋳型と前記油圧シリンダーを直接連結させ、それぞれの油圧シリンダーによる前記鋳型の振動ストロークおよび振動周波数を独立して制御し、前記鋳型を昇降振動させることが好ましい。
(もっと読む)
鋼片の切断方法
【課題】鋼片を請求重量に見合った長さに正確に切断することができる鋼片の切断方法を提供する。
【解決手段】連続鋳造機を用いて、鋳型14からピンチロール18により引抜かれたストランドSを、鋳込条件情報に基づいて算出される補正係数により公称単位重量を補正して得られる、所要の請求重量を有する請求長さの鋼片に切断する鋼片の切断方法において、前記連続鋳造機を、鋳造方向に沿って複数領域に分割し、各領域の終端にはそれぞれ対応する固定ポイントを設定し、かつ最終固定ポイントを、前記ストランドの断面全体の凝固が完了している連続鋳造機の下流位置に設定すると共に、前記鋼片の請求長さの計算に、切断対象の鋼片に対応する位置のストランドが各領域に滞留する領域滞留時間を反映させる。
(もっと読む)
鋳片の連続鋳造装置及び鋳片の連続鋳造方法
【課題】鋳片を切断する際に未凝固部が外側へ流出することを防止できるようにした鋳片の連続鋳造装置及び鋳片の連続鋳造方法を提供する。
【解決手段】鋳型15に注入された溶鋼を引き抜きながら凝固させて連続して鋳片60を製造する装置であって、鋳片引抜方向に沿って配置された複数の冷却ノズル21を有し、複数の冷却ノズル21の各々から鋳片60に向けて冷却水を噴射することによって、鋳片60に2次冷却を施す2次冷却装置20と、2次冷却が施されることにより完全に凝固した完全凝固位置61をオンラインで検出する完全凝固位置検出部51と、検出された完全凝固位置61で鋳片60を切断する切断装置40と、を備える。
(もっと読む)
連続鋳造用鋳型の鋳型内温度測定方法
【課題】拘束性ブレイクアウトの発生を未然に防止できる鋳型内温度測定方法を提案する。
【解決手段】連続鋳造用鋳型の鋳型壁面に埋設固定した複数の熱電対により鋳型内温度を測定する方法において、熱電対2の埋設固定位置から連続鋳造用鋳型の下端に至るまでの寸法をLL、凝固シェル破断部の再凝固必要長さL1、非常減速必要長さL2および破断部検知必要長さL3の総和をL(=L1+L2+L3)、とした場合に、前記熱電対2を、L<LLの条件を満足する位置に埋設固定して鋳型内温度を測定する。
(もっと読む)
鋳造鋳片の連続鋳造方法
【課題】 連続鋳造で得られた鋳造鋳片の品質の改善と同時に、連続鋳造機の軽圧下帯を構成するセグメントの使用寿命の延長を図ることができる連続鋳造方法を提案する。
【解決手段】連続鋳造用鋳型より引き抜かれた鋳造鋳片に対し、2次冷却帯の下流に位置する軽圧下帯にて軽圧下を施す連続鋳造方法において、前記鋳造鋳片の鋳造速度に応じ、前記2次冷却帯における冷却水の比水量を変化させることにより、該鋳造鋳片の中心部における固相率が流動限界固相率となる位置を、前記軽圧下帯の最終セグメントの出側から上流側0.5mまでの範囲に納める制御を行う。
(もっと読む)
連続鋳造におけるブレークアウト予知方法
【課題】拘束性ブレークアウト以外の要因であるモールド内湯面変動によって生じる温度変化に起因して、ブレークアウト警報が発せられることを少なくでき、かつ拘束性ブレークアウトを正確に予知することが可能な連続鋳造におけるブレークアウト予知方法を提案することを目的とする。
【解決手段】鋳造方向2箇所に互いに間隔を隔ててモールド内に埋設した温度検出素子の検出温度に基づいて連続鋳造中に発生するブレークアウトを予知する連続鋳造におけるブレークアウト予知方法であって、
前記検出温度のそれぞれを、モールドレベル計によって測定された湯面高さの値によって補正し、
補正した検出温度同士の温度差を求め、該温度差が予め設定したしきい値以上となったときにブレークアウトが発生すると予知する。
(もっと読む)
大断面鋳片の連続鋳造方法
【課題】表面品質および内質に優れた円形大断面を有する鋳片を、バルジングを発生させることなく、低い設備コストで連続鋳造する方法を提供する。
【解決手段】垂直型の連続鋳造装置を用い、直径が0.5m以上で鋳込み長さが15m以下の円柱状の大断面鋳片の連続鋳造方法であって、鋳型から引き抜かれた直後の鋳片の直径に対するバルジングによる鋳片の直径の拡大率が4%以下となるように鋳造速度と鋳込み長さを設定して、連続鋳造を行うことを特徴とする大断面鋳片の連続鋳造方法。鋳型から引き抜かれた直後の鋳片の直径D0(m)、鋳造速度V(m/min)、および鋳込み長さL(m)が、下記(1)式を満足することが好ましい。
D04×V2×L1.6≦10.5 …(1)
(もっと読む)
11 - 20 / 464
[ Back to top ]