
国際特許分類[B22D17/22]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152) | ダイス;ダイプレート;ダイ保持具;ダイスの冷却装置;ダイスから鋳物を解放し取出すための補助具 (826)
国際特許分類[B22D17/22]の下位に属する分類
国際特許分類[B22D17/22]に分類される特許
51 - 60 / 798
ケースおよびその製造方法
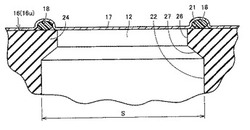
【課題】金型や製造工程の簡易化を図りつつ、バリが除去されるケースおよびその製造方法、を提供する。
【解決手段】PCUケースは、金属鋳造により製造される。PCUケースは、シール部材18が重ね合わされるシール面21と、シール面21から折れ曲がった位置に配置される内側面22とが形成されるケース本体16を備える。ケース本体16は、シール面21に隣り合う位置で内側面22から突出し、その突出する先端に加工面26が形成される凸部24を有する。
(もっと読む)
射出成形品、前記射出成形品の製造装置及び前記射出成形品の製造方法

【課題】ウェルドラインを挟んだ両側の領域から外部に排出される溶湯の流量を抑えることができ、しかも、ウェルドラインを挟んだ両側の領域内に存在していたガスや空気を外部に効率よく排出することができる射出成形品及び前記射出成形品の製造装置及び前記射出成形品の製造方法を提供する。
【解決手段】固定金型と可動金型の合わせ面であるパーティングラインのうちで、キャビティの外周壁面側における外周パーティングラインPLAにおいて、溶湯の先端部同士が最終的に互いに突き合うキャビティの領域Wにおける第1外周パーティングラインPLAaが、領域Wに到るまでの第2外周パーティングラインPLAbに対してずれた配置構成に構成している。
(もっと読む)
鋳造装置及び鋳造方法
【課題】溶湯が冷却されるときに生じる収縮量を考慮して、成形する鋳物製品における鋳巣の発生を防止することができ、鋳物製品の形状に変化が生じることを防止することができる鋳造装置及び鋳造方法を提供すること。
【解決手段】鋳造装置1は、一対の鋳型部2A,2Bの間に、製品キャビティ21、補給キャビティ22及び冷却キャビティ23を形成してなる。一方の鋳型部2Aには、加圧ブロック3が配設してある。制御手段は、製品キャビティ21及び補給キャビティ22へ充填された溶湯50が、一対の鋳型部2A,2Bによって冷却されて収縮する量に応じて、加圧ブロック3を、製品キャビティ21と補給キャビティ22との境界部222を開口する位置から縮小又は閉口する位置へ移動させ、かつ、製品キャビティ21及び補給キャビティ22へ供給された溶湯50の収縮が収まる時点で、加圧ブロック3を閉位置へ到達させる。
(もっと読む)
鋳造用金型
【課題】サポート部材を用いずに撓みを防止する鋳造用金型を提供する。
【解決手段】鋳造用金型4、7には製品を成型するキャビティを形成する成型面14、21と、成型面14、21側とは反対側の面に、成型面14、21側に窪んだ曲面15、22とが形成されている。
(もっと読む)
ダイカスト用金型
【課題】ダイカスト製品の金型への焼き付きを抑制し生産効率を高めるとともに耐久性に優れるダイカスト用金型の提供。
【解決手段】工具鋼からなる金型基材(2)の一部に、酸化物、炭化物、窒化物及び炭窒化物のうちの少なくとも1つ以上の化合物を含む表面処理層の付与されたキャビティ部(100)を有するアルミニウム合金ダイカスト用金型である。表面処理層の表面(3a)には0.5μm〜5.0μmの算術平均表面粗さRaで微細凹凸を与えるとともに、微細凹凸の局部山頂の平均間隔Sを0.5μm〜50μm、且つ、S/Ra比を10未満としたことを特徴とする。
(もっと読む)
鋳造用金型
【課題】製品の突出部において鋳巣が発生することを抑制する鋳造用金型1を提供する。
【解決手段】製品を成形するキャビティを形成する成形面20を有する鋳造用金型1であって、成形面20には、製品の突出部を成形する凹部2と、凹部2の底面5における溶湯の流れ方向に沿って、底面5から製品側に突出する複数のリブ6とが形成されている。
(もっと読む)
ダイカスト品の製造方法
【課題】クランクシャフトを回転自在に支持するための半円状支持面を備えたダイカスト品を高品質で製造する。
【解決手段】内燃機関のクランクシャフトを回転自在に支持するための半円状支持面10を備えたダイカスト品の製造方法において、ダイカストを行う際に、半円状支持面10の頂上部10a付近の溶湯又は半円状支持面10に対して反対側の面における前記頂上部10aに対向した部分付近の溶湯を、加圧ピン21によって局所的に加圧する。また、半円状支持面10に円柱状の加圧用ボス22を突設し、該加圧用ボス22における溶湯に加圧ピン21を半円状支持面10に達しない程度に進入させる。
(もっと読む)
鋳造品取出/中子セット装置
【課題】鋳造作業を行うための装置のスペースを狭小化するとともに、サイクルタイムを短縮する。
【解決手段】鋳造品取出/中子セット装置30は、多関節ロボットの先端アーム32(回転軸)に設けられた鋳造品保持手段34及び中子保持手段38と、エアブロー機構とを備える。鋳造品保持手段34が鋳造品28を保持した後、エアブロー機構を構成する第1エアノズル40、第2エアノズル42から圧縮エアを吐出することによって金型14を清掃する。次に、必要に応じて金型14に離型剤を塗布した後、先端アーム32を回転させ、中子保持手段38に保持された中子36を金型14にセットする。
(もっと読む)
金型予熱装置
【課題】方案部をその他の部分より高温で加熱して、指向性凝固を確保できる金型予熱装置を提供する。
【解決手段】金型100の上型101と下型102との間に配置され、鋳造前に上型101と下型102とを予熱する金型予熱装置10であって、金型予熱装置10は、周囲加熱部11と、中央加熱部12と、を具備し、周囲加熱部11は、湯道104と重なる部分が開放され、周囲加熱部11の内周側面には、加熱面16が設けられ、加熱面16は、金属プレートと、金属ニットと、を具備し、前記金属プレートには、複数の孔が形成され、金属ニットは、金属プレートの表面に設けられ、中央加熱部12は、箱体であって、周囲加熱部11の中央に配置され、中央加熱部12は、上側と下側とに加熱面17・18を設け、上側の加熱面17の金属プレート17Aは、下側の加熱面18の金属プレート18Aよりも孔17Bが多く形成されている。
(もっと読む)
金型冷却構造
【課題】金型の加工を抑制しながら部分的に冷却効率を低減させる。
【解決手段】本発明は、金型冷却構造100であって、金型2に形成される冷却穴3内に配置され、内部に冷媒通路41を有する内筒体4と、内筒体4の外周側又は内周側に配置され、内筒体4との間に隙間を形成する、内筒体4より軸方向長さが短い隙間形成部材44と、内筒体4に連結され、冷媒通路41内に冷媒を供給する継手部材5と、を備える。
(もっと読む)
51 - 60 / 798
[ Back to top ]