
国際特許分類[B22D31/00]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 鋳造後の余剰材,例.ゲイト,の切除 (76)
国際特許分類[B22D31/00]に分類される特許
11 - 20 / 76
ホイールの製造方法、ホイールの鋳造装置及びホイール
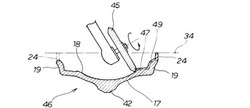
【課題】本発明は、不要部分を容易に切除することができる形状のホイール素材を提供することを課題とする。
【解決手段】トリムされたホイール素材46では、タイヤ側底壁面18の両端から延びる側壁部19、19にゲート部24、24が繋がっている。回転砥石などの研削具45を準備し、リム部17のタイヤ側底壁面18を仕上げる。このときに、想像線で示す仕上げ線47を延長し、ゲート部24をも除去する。
【効果】側壁部に繋がるゲート部は、必然的に薄く、小型になる。小型であればホイール素材のゲート部は容易にランナーから切り離すことができる。
(もっと読む)
鋳造方法、その砂型、およびその鋳造装置。

【課題】鋳型に注入される溶湯の歩留まりを向上させることが可能な鋳造方法を提供する。
【解決手段】溶湯注入用の空洞を形成する溶湯注入部7、鋳物製品用の空洞を形成する製品部8、および、溶湯注入部と製品部を連通接続する空洞を形成する湯道9を備えた砂型10内に所要量の溶湯を注入して鋳物製品を鋳造する方法であって、製品部と湯道とを合わせた容量とほぼ同一の容量の溶湯Mを、溶湯注入部7に注入する工程と、溶湯Mが注入された溶湯注入部7に耐熱性の栓部材12を挿入して、溶湯注入部7内の溶湯を押し出し、製品部内および湯道内に溶湯を充満させたのち湯道の先端開口部を栓部材で閉塞することを特徴とする鋳造方法。
(もっと読む)
鋳片のバリ取り装置
【課題】鋳片切断面とその下側に付着したバリを除去でき、バリ除去動作が円滑で、能率よくバリ取り動作が行えるバリ取り装置を提供する。
【解決手段】搬送テーブル上を送られる鋳片Cのバリを除去するバリ取りローラ2と、バリ取りローラ2を回転駆動するモータ3と、バリ取りローラ2およびモータ3を支持する取付台からなるバリ取りヘッド1と、バリ取りヘッド1を円弧状軌跡に沿って回動するよう軸支する揺動機構と、バリ取りローラを鋳片の切断部に対し所望の接触圧で押付け付勢する付勢手段とからなる。揺動機構は、バリ取りヘッド1を固定部材に対し回動自在に支持するピン16と、バリ取りヘッド1に取付けられた揺動レバー17とからなり、付勢手段は揺動シリンダ4からなり、揺動シリンダ4は、バリ取りヘッド1を傾動させて、バリ取りローラ2を搬送中の鋳片Cの切断面と下面に接触させることができる。
(もっと読む)
方案除去装置
【課題】騒音を発生させず、コンパクトな装置で、製品部と方案部とを分離可能な方案分離装置を提供する。
【解決手段】製品部W1を回転させることにより境界部Pを切断することで、打撃による場合のように大きな音が発生することがなく、また、油圧シリンダ等の大掛かりな装置が不要となる。また、この方案除去装置では、回転部50を製品部W1に回転方向両側から当接させて、製品部W1を所定方向に回転させると共に、回転部50による方案部W2の前記所定方向への回転を規制することで、境界部Pを折り曲げる力を発生させる。この場合、方案部W2の回転を規制する規制手段は、たとえば方案載置台13で足りるため、クランプ装置等の大掛かりな装置が不要となり、設備のコンパクト化が図られる。
(もっと読む)
打痕防止装置
【課題】 シュートやその他コンベヤ等の移送手段によって製品がその収容箱へ断続的に滑落又は落下投入される時に、製品同士が直接打撃し合わない様に収容する。
【解決手段】 製品移送手段Cから製品Wが落下投入される上方開口の製品収容箱B内において、製品Wの落下エリアDを被覆すると共に落下してくる製品Wを受け止める緩衝シート3を製品Wの落下に対応して伸張させ、この伸張状態の緩衝シート3を製品受け止め後に落下エリアDから退去させることにより、緩衝シート3上から製品Wを払い出す様に成した。
(もっと読む)
成形ワークの製造方法、バリ取り装置、金型
【課題】成形ワークのバリ部分の確実な除去のために、ワークのバリ発生が想定される部位に工夫を凝らし、人手を要せずにワーク全体のバリ部分の除去を可能とし、かつ省資源省エネルギーの観点からも優れた、成形ワークの製造方法、バリ取り装置、及び金型を提供する。
【解決手段】型によりワーク1を成形する工程と、少なくとも一つの加工ツールを有する自動加工機によるバリ除去とバリ発生想定部位の処理とを行う工程とを有し、前記バリ発生想定部位は、前記ワーク1のバリ発生が予測される部位に設定されるリブ5からなり、前記リブ5の処理は、バリ除去後に一部残存を許容する。
(もっと読む)
薄肉鋳鉄製品の鋳造用金型及び薄肉鋳鉄製品の製造装置、薄肉球状黒鉛鋳鉄製品の製造方法
【課題】金型で、高品質の球状黒鉛鋳鉄製品を容易に効率よく鋳造することができる鋳造用金型及び薄肉鋳鉄製品の製造方法を提供すること。
【解決手段】金型2は、固定側金型3と可動側金型4とからなり、その厚さはおよそ20mmの均一な厚みとされ多数の通気孔5が穿設されている。通気孔5には通気量と開口面積を調整する通気調整部材が挿入され、さらに、湯こぼれ防止と鋳肌のきれいさ確保のため多孔質セラミックスなどでコーティングされている。金型2は予め加熱されて型締めされ、溶湯が注入されると冷却が始まり、チル化を抑制しつつ短時間で凝固し高品質の球状黒鉛鋳鉄製のフライパンFが効率的に繰り返し生産できる。
(もっと読む)
湯道破砕装置
【課題】複雑な形状や粘りのある金属材料でできている湯道を最適な押圧力で、省エネルギで、効率よく、一度に大量に破砕を行える効果があり、破砕した湯道が刃に付着せず、破砕湯道の回収が効率よく行える効果があり、破砕装置設置に場所をとらない湯道破砕装置を提供すること。
【解決手段】破砕ケース内に、上端を枢支部とした受刃と下端を枢支部とした作動刃とを収納し、しかも破砕作動初期は、受刃と作動刃とが側面視略V字型の配置となるべく構成し、作動刃は押圧機構を介して下端の枢支部を中心に受刃と噛合する方向に作動すべく構成し、側面視略V字型の空間を調整することで、最適な押圧力で湯道を破砕するようにする。
(もっと読む)
ディスクブレーキ用鋳造部品の製造方法及び製造装置
【課題】鋳造部品1、1が、鋳造後の工程で変形する事を低減する。
【解決手段】溶湯の流路が凝固した部分2(湯口3、湯道4、堰5、5、押湯6、6)により複数の鋳造部品1、1が連結された状態の方案(鋳造成形品)7を、鋳造用砂型から取り出した後、この方案7からこれら各鋳造部品1、1を分離させる事なくこの方案7のままショットブラスト処理を施す。このショットブラスト処理は、この方案7をハンガーに吊るした状態で施す。そして、このショットブラスト処理によりこの方案7から砂を落としてから、前記流路が凝固した部分2(3〜6)のうちで前記各鋳造部品1、1との各連結部(堰5)を同時に折断し、前記方案7からこれら各鋳造部品1、1を分離させる。
(もっと読む)
鋳造品の湯道切断方法
【課題】本発明は、形状が複雑で輪郭が不明瞭な曲面が多い製品部を有する鋳造品であっても、また製品部相互の位置や姿勢が変動している場合であっても、良好に湯道を切断することができる方法を提供することを目的としている。
【解決手段】教示再生方式のロボットシステムで切断用トーチを位置制御し、型バラシ後の、1個ないし複数個の製品部が方案部で繋がった状態の鋳造品であるワークの湯道を切断する方法において、再生工程では、所定具にセットされた切断対象の実ワークに対し、教示用ワークの製品部上に選定した複数の指定点に相当する実ワーク上の点を、教示工程時と同じ位置、姿勢に位置決めした三次元視覚センサで計測し、それらの三次元座標値を基に製品部毎の製品座標系を定義し、教示用ワークの製品部座標系と実ワークの製品部座標系のズレを基に、トーチの教示データを補正し、補正した教示データに基づいてロボットを位置制御する。
(もっと読む)
11 - 20 / 76
[ Back to top ]