
国際特許分類[B23D23/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | 成形された素材のせん断装置 (72)
国際特許分類[B23D23/00]の下位に属する分類
国際特許分類[B23D23/00]に分類される特許
61 - 68 / 68
押圧装置
【課題】剪断移動を用いて棒状形状を切断するように改良された押圧装置を提供する。
【解決手段】各シェアプレート(20,21)が各回動アーム(11)に取り付けられるとともに反対側の回動アームに移動自在に取り付けられるよう、器具(10)が形成され。回動アーム(11)のクランプアーム(16)にフォーク状(25)の隙間が形成され、シェアプレート(20,21)は取り付けボルト(26)を用いてクランプアーム(16)内に保持されている。 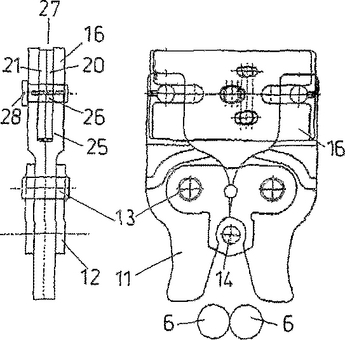 (もっと読む)
(もっと読む)
高速横切り用のクロスカット工具

本発明は高速横切り用クロスカット工具に関し、クロスカット工具(40と50)が切削用棒(W)の貫通孔(41と51)を有する本体(43、420と52、520)と該貫通孔(41と51)の少なくとも一部を区切る刃先(46)からなり、該刃先(46)が該本体(43、420と52、520)内に配置支持された少なくとも二個の切削ジョー(401、402と403、404)により形成される。 (もっと読む)
変圧器コイル分離方法及びシステム

【課題】 外鉄形変圧器コアの一対の環状鉄心とコイルとを容易に分離することができる変圧器コイル分離方法及びシステムを提供する。
【解決手段】 外鉄形変圧器コアを構成する一対の環状鉄心と、各鉄心の開口を通して巻かれたコイルとを分離するための方法である。(a)環状鉄心の環状面に向かって、コイルの巻き付け方向と略垂直に刃物を移動してコイルを切断する工程と、(b)環状鉄心の一部が(a)の工程でできたコイルの切れ目を通るようにコイルを移動することにより、該環状鉄心とコイルとを分離する工程とを含む。
(もっと読む)
異形材を形成する生産ラインおよび方法
異形材(50)は、コイル(9)から繰り出される平らな金属ストリップ(10)から、全長にわたって変化する横断面を有するように生産ラインで成形され、縁切機(14)および多数のロール成形ユニット(17-24)を使用し、縁切機だけでなくロール成形ユニットもストリップに対して側方へ個別に変位させることができる。切断した側縁(51、52)の寸法線および後に成形される角隅(53-56)の線をたどるように縁切機(14)およびロール成形ユニット(17-24)が個別に制御される。そして、多数のロール成形ユニットによる1つの角隅の成形を、ストリップの縁に近い方に位置する角隅の成形が完了した後にのみ開始する。成形済みの異形材は、ラインに組み込んだ曲げステーションにおいて曲げられる。この曲げステーションは、異形材(50)の部分をより薄くなるようにロール成形して成形時に異形材を曲げたり、ねじったりするように制御できるローラ(35-40)を含む。 (もっと読む)
中空形材の工具及び内部高圧成形
本発明は、中空形材(2)の内部高圧成形のための工具(1)に関する。本発明によれば、前記工具(1)は、中空形材(2)を形成し、中空形材(2)の外側をエンボス加工し、同様に孔を中空形材(2)に作製できるように実施される。このため、本発明の工具(1)は、中空形材(2)の長手方向延長部に対し横断方向に変位させられることができるエンボス型(11)と、エンボス型(11)に同軸に配置されるパンチ型(13)とを備える。  (もっと読む)
(もっと読む)
成形品のゲートカット機構
【目的】 ストッパ部材と、カッターとの位置調節、更にはカッター自体の位置調節が容易で、成形品に凸形状のゲート残りや凹形状の食い込みの形成がなく、カット刃の損傷を回避できるゲートカット機構を得ること。
【構成】 ゲートg付き成形品wのゲートを上下刃で切断して除去する成形品のゲートカット機構において、上下刃5,7の一方5に、他方の刃7に摺接するとともに成形品の先端が当接するストッパ部5bと、ストッパ部5bの、上下刃の前記他方の刃7とは反対側の部位に連なり且つ当該他方の刃7の切り刃部7aに摺接する、当該成形品のゲートを切断する切り刃部5aと、を備えた成形品のゲートカット機構。また、ストッパ部5bを有する刃5と同行する成形品押さえ部23を備えた成形品のゲートカット機構である。
(もっと読む)
山形鋼自動加工方法とその設備
【目的】 山形鋼素材の搬入から反転移送,加工及び搬出までを自動的に行うことができる山形鋼自動加工設備を提供する。
【構成】 山形鋼素材1を所定間隔で順次供給する素材供給装置Aと、この供給した素材1の1本を山形頂部Tが下方に向くように反転させてガイド部材C上に載せる搬入反転装置Bと、この反転させた素材1の山形頂部T後端を挟持するグリッパ2を有するとともに素材1を移送して素材長を計測する定寸移送装置Dと、この定寸移送装置Dにより移送する素材1の所定位置に機械加工するとともに加工後に所定寸法で切断する加工機械Eと、この切断した山形鋼製品6を搬送する移送装置Fと、この移送装置Fにより搬送した山形鋼製品6を長さに応じた所定位置で反転させて所定間隔で順次搬出する搬出反転装置Hとから構成した。
(もっと読む)
ボルト切断刃具
【課題】 バリが小さい良好な剪断面が得られ且つ実用上十分な工具寿命が得られるようにする。
【解決手段】 第1切れ刃16aが設けられる一方の端面24から、ねじ面16の中心線S上において最も近い谷底28の中心までの寸法L1 を、雌ねじの1ピッチをPとして略0.57Pとなるように設定するとともに、第1切れ刃16aがねじ山の一対のフランクのうち刃先角が鈍角となる側に位置する部分に面取り32を施した。
(もっと読む)
61 - 68 / 68
[ Back to top ]