
国際特許分類[B23D23/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | 成形された素材のせん断装置 (72)
国際特許分類[B23D23/00]の下位に属する分類
国際特許分類[B23D23/00]に分類される特許
31 - 40 / 68
コルゲートフィン切断方法及びコルゲートフィン切断装置
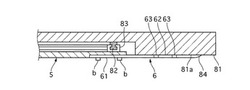
【課題】 高速切断を可能としつつ切断位置精度を高め、良好な切断状態を維持させることができ、かつ、装置の耐久性を高めるとともに機構の軽量簡略化及び制御の簡略化によるコストダウンが可能な、コルゲートフィン切断装置の提供。
【解決手段】 搬送手段2により波状に加工されたフィン材1を連続的に搬送すると共に該フィン材1の山数と谷部12の位置を規制し、搬送中のフィン材1の谷部12の底部を切断手段3で切断するようにしたコルゲートフィン切断方法であって、切断手段3は、固定刃4と該固定刃4に対して一方向に相対回転する回転刃6との間でフィン材1の12谷部の底部を切断するように構成され、固定刃4と連結された回転ガイド面81aに沿って回転刃6の回転を案内することにより固定刃4と回転刃6との切断時クリアランスを維持させる回転刃案内手段8が備えられている。
(もっと読む)
プレス切断装置

【課題】加工精度に優れた被加工物を得ることができるとともに、切断効率に優れたプレス切断装置を提供すること。
【解決手段】本発明のプレス切断装置1は、支承刃121と、主可動刃111と、カム可動刃131とを有する。カム可動刃131は、受動カム13と、カムドライバ112と、付勢手段132とからなるカム機構14によって、被加工物2に対して進退可能に構成されている。カムドライバ112は、主可動刃111を保持して支承刃121に対して進退する可動型11に固定されるとともに、受動カム13に形成された被摺動前部133とカムドライバ112の前進時に摺動することにより受動カム13を被加工物2に向かって前進させる前摺動部113と、受動カム13に形成された被摺動後部134とカムドライバ112のさらなる前進時に摺動することにより受動カム13の被加工物2からの後退を許容する後摺動部114とを有する。
(もっと読む)
プレス成形品の分離方法および分離装置
【課題】切断後の分離部をそのまま製品として用いることができ、しかも切断後のプレス成形品を型内から安定して取り出せるようにする。
【解決手段】プレス成形品Wを上型10と下型20とで挟持した状態で、上型10に設けた上刃30を下降させることによって、プレス成形品Wが境界部α位置でもって切断される。境界部αでの切断後に、上刃30が上昇されると共に、押し上げ手段40によって境界部αで分離された分離部βが切断前の高さ位置まで持ち上げられる。
(もっと読む)
コルゲートフィン切断方法及びコルゲートフィン切断装置
【課題】 高速切断を可能としつつ、装置の耐久性を高めると共に、機構の軽量簡略化及び制御の簡略化によるコストダウンが可能な、コルゲートフィン切断方法及びコルゲートフィン切断装置の提供。
【解決手段】 搬送手段2により波状に加工されたフィン材1を連続的に搬送すると共に該フィン材1の山数と谷部12の位置を規制し、搬送中のフィン材1の谷部12の底部を切断手段3で切断するようにしたコルゲートフィン切断方法であって、切断手段3は、固定刃4と該固定刃4に対して一方向に相対回転する回転刃6との間でフィン材1の12谷部の底部を切断するようにし、フィン材1の切断時に固定刃4の近傍において回転刃6の両面に摺接し、固定刃4に対する回転刃6の移動軌跡を確保しつつフィン材1を切断するようにした。
(もっと読む)
コルゲートフィン切断装置
【課題】 高速切断を可能としつつ耐久性を高め、機構の軽量簡略化及び制御の簡略化によるコストダウンが可能な、コルゲートフィン切断装置の提供。
【解決手段】 搬送手段2により波状に加工されたフィン材1を連続的に搬送すると共に該フィン材1の山数11と谷部12の位置を規制し、搬送中のフィン材1の谷部12の底部を切断手段3で切断するようにしたコルゲートフィン切断装置であって、切断手段3は、固定刃4と、この固定刃4に対して第1モータ51により一方向に相対回転する可動刃6との間でフィン材1の谷部12の底部を切断するようにした。この可動刃6は切断位置と非切断位置を切り替え、切断時のみ切断位置になるようにした。
(もっと読む)
帯状ワークの突合せ接合装置に用いる切断装置
【課題】 ピッチの異なるパイロット孔を夫々形成した数種類の帯状ワークに対応することができ、各帯状ワークを正確且つ容易に切断できると共に、取扱性や作業性、経済性等に優れた切断装置を提供する。
【解決手段】 パイロット孔Waを形成した帯状ワークWを切断して突合せ用溶接する帯状ワークWの突合せ接合装置に用いる切断装置1に於いて、切断装置1は、挿入穴9aを形成した雌型本体9と、雌型本体9の挿入穴9a内周縁部に着脱自在に取り付けた角柱形状の左右の切断下刃10と、挿入穴9a内に上下動自在に挿入れ、左右の切断下刃10との協働作用により帯状ワークWを切断する左右の切断上刃11aを備えた雄型11とから成り、各切断下刃10は、長手方向の四個所の稜線部が全て切断刃10aに形成されていると共に、各切断刃10aが左右の切断上刃11aに対向できるようにその向きを変えて雌型本体9に着脱自在に取り付けられる構成とする。
(もっと読む)
アングル材切断装置
【課題】押圧装置から出力される押圧力を高めなくとも、アングル材切断装置のせん断力を向上することのできるアングル材切断装置を提供する。
【解決手段】第2カッター16の一対の先端面16aにおいてその先端面16aの長手方向に沿った凹溝16bが設けられていることから、その第2カッター16の一対の先端面16aのうちのアングル材24に対する押圧面積が小さくされてその先端面16aのうちの側縁部に押圧力が集中するので、一対の先端面16aが平坦面からそれぞれ構成される場合に比較して、同じ厚みのアングル材24であれば比較的小さな押圧力によりアングル材24を切断することができる。すなわち、油圧式押圧装置22から出力される押圧力を高めなくとも、アングル材切断装置10のせん断力を向上することができる。
(もっと読む)
不要線材除去装置
【課題】電気部品のリード端子に巻きつけ接続固定処理した後に生じる不要導線を容易に除去可能にする。
【解決手段】線材除去刃組立ベースにそれぞれが持つ直線的な一定の長さの鋸状刃を対向させ、かつ鋸状刃間に所定の隙間を設けて組み立てられた一対の線材除去刃部材と、両線材除去刃部材が組み立てられることによって鋸状刃の後方に形成された切欠空洞部と、鋸状刃部の前後に設けられ、隙間に電気部品のリード端子を受け入れ易くする切欠形状を持つ誘い部と、線材除去刃部材の一方の少なくとも所定の隙間の入口側端部に取り付けられ、刃部が一方の線材除去刃部材の鋸状刃と重なるように配置された丸刃部材とで線材除去刃組立体を構成し、この線材除去刃組立体と電気部品を保持したワークホルダとを相対運動させる。
(もっと読む)
鉄芯切断装置および鉄芯切断方法
【課題】積層鉄芯の切断時に中子を良好に固定し、中子によって支持される積層鉄芯の安定性を増し、積層鉄芯の切断作業の効率を向上させる鉄芯切断装置を提供する。
【解決手段】切断刃170は、環状の積層鉄芯130の外側から、内側中空部に配置された中子140に向かって移動し、積層鉄芯130を切断する。中子140は、積層鉄芯130が切断される方向に対向する方向に、対向押さえ部材160によって押さえられるばかりでなく、積層鉄芯130が切断される方向に対して実質的に垂直な方向の力を中子140に加える垂直固定部材200によって、固定される。
(もっと読む)
棒鋼材の剪断面を改善した横型熱間鍛造機の固定刃と移動刃からなる切断刃
【課題】 横型熱間鍛造機において棒鋼材を固定刃と移動刃で剪断により切断する際に、切断面に破断により生じる段差と、棒鋼材に引っ張りによるかえりや焼きつきの疵をなくし、疵のない切断面を有する最終製品を製造するための固定刃と移動刃を有する横型熱間鍛造機の切断刃を提供する。
【解決手段】 横型熱間鍛造機の固定刃2と移動刃3の刃面の刃面間の間隙10を0.05〜0.10mmとし、棒鋼材1と当接する側の固定刃2の形状を円弧状に凹む凹状体とし、かつ、固定刃2の刃面を平面部5とし、棒鋼材1と当接する側の移動刃3の形状を円弧状に凹む凹状体とし、かつ、移動刃3の刃面を円弧状の部分から凹状に拡がる凹状の平面部5と該平面部5の後方を円弧状の境界17でR部18を形成して凹んだ面20とするヌスミ21とし、これらの固定刃2と移動刃3からなる横型熱間鍛造機の切断刃。
(もっと読む)
31 - 40 / 68
[ Back to top ]