
国際特許分類[B23K1/20]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,例.ロー付,またはハンダ離脱 (3,338) | ハンダ付物品又はハンダ付部の予備処理,例.電解被覆に関するもの (221)
国際特許分類[B23K1/20]に分類される特許
181 - 190 / 221
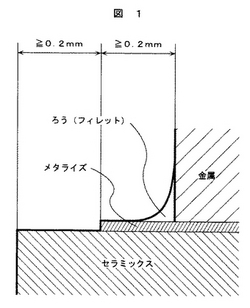
金属とセラミックスの接合体および電力流通用開閉装置
【課題】
本発明の課題は,金属とセラミックスの接合体のセラミックス側における残留応力の過度な増大を防止し、信頼性の高い接合体を得ることにある。また、信頼性の高い電力流通用開閉装置を提供することにある。
【解決手段】
上記目的を達成するための本発明の特徴は、金属とセラミックスの接合体の、セラミックス側にろう付を目的として施してあるメタライズ処理の端部が,当該メタライズ処理を施されたセラミックス面の端部より内側へずれていることにある。当該ずれ量は0.2mm以上が望ましい。
(もっと読む)
ロウ材クラッドシートの製造設備及びその製造方法

【課題】 より実用的なロウ材シートの製造設備及びその製造方法を提供する。
【解決手段】 コイル状に巻回された母材を巻き戻す巻き戻し装置と、母材の表面にロウ材を固着させる圧延機と、該圧延機によって母材表面に固着したロウ材を母材に焼結する焼結炉と、該焼結炉から送り出されたロウ材クラッドシートをコイル状に巻き取る巻き取り機とを備え、圧延機は、上方から下方に搬送される母材に対してロウ材を固着させる。
(もっと読む)
放熱板およびその製造法
【課題】Pbフリーはんだを適用した場合に、はんだボイドの生成が顕著に抑制され、高い接合面強度が安定して発揮される半導体装置用の放熱板を提供する。
【解決手段】板の圧延方向をL方向、圧延方向と板厚方向とに垂直な方向をT方向と呼ぶとき、オーバーハング部を有し且つL方向の径が3μm以上である窪みが、L方向に50μm以上の長さX(μm)にわたって、下記(A)に従うL方向の密度で連なって形成される「筋状カブリ」の存在密度が、T方向1mmあたりに3本以下である銅または銅合金の板からなる半導体装置用の放熱板。(A)前記長さXの中に存在する各窪みのL方向の径を合計した値をDTOTAL(μm)とするとき、下記(1)式を満たすこと。
DTOTAL/X>0.1 ……(1)
(もっと読む)
電子部品のはんだ接合方法
【課題】電子部品に用いられる良好なPbフリーの高融点はんだ接合を安価に提供すること。
【解決手段】金属蓋材2の表面にCuとSnとを厚さ5μm〜20μmで交互にめっきし、かつ最上層をSnめっき6にした後、この金属蓋材2をセラミック製中空パッケージ1との接合部に配置し、Snの融点以上に加熱することによりCuとSnを合金化するとともに、金属蓋材2とセラミック製中空パッケージ1を接合する。
(もっと読む)
熱交換器用部材およびその製造方法
【課題】 安定的に製造が行われ、低コストでろう付性に優れた高耐食性の熱交換器用部材を製造する。
【解決手段】 ろう付に供される熱交換器用部材(2)の製造方法であって、アルミニウムまたはその合金からなる基材(2a)の表面に、Alより腐食電位が卑なる金属またはその合金もしくはその化合物の微粒子状粉末を150℃以下で高速噴射し、該微粒子状粉末を付着させる。このようにして形成された金属付着層(10)は、ろう付加熱によって前記金属が基材(2a)の表層部に拡散して犠牲腐食層となる。
(もっと読む)
ろう付用アルミニウム合金材およびアルミニウム合金材のろう付方法
【課題】 ろう付箇所の変質やろう付不良が無く、かつ、簡単な工程で低コストにろう付を可能にする、ろう付用アルミニウム合金材およびアルミニウム合金材のろう付方法を提供する。
【解決手段】 チューブ12は、表面にろう付用組成物22が塗布されたろう付用アルミニウム合金材21から形成される。ろう付用組成物22は、Si粉末、または/及びAl―Si合金粉末を含むろう材と、フッ化物フラックスおよび樹脂バインダとを混合して形成される。こうした、ろう付用組成物をアルミニウム合金材に塗布して、ろう付用アルミニウム合金材21が形成される。
(もっと読む)
ろう付合金固着済みダイヤモンド工具インサートおよびその製造方法
【解決手段】 炭化物側面が適切なろう付け用合金で添加されている高研磨材工具素材であって、次にその工具素材を望ましい工具形状に形削りし、誘導加熱によるろう付けで切削工具を成形する。切削工具成形用の工具素材に、ろう付け用合金を事前コーティングして使用することにより、高研磨材素材を直接工具インサートにろう付けすることが可能になり、それにより、先行技術の工程、すなわち前記高研磨材工具素材、ろう付け用合金、および工具インサートのアセンブリをろう付けする工程において、ろう付け基板を形削りし、取り扱うために必要とされた作業時間および労働時間を最小限にするものである。前記ろう付け済み素材は、切削工具を成形するための自動ろう付け作業で便利に使用することが可能である。  (もっと読む)
(もっと読む)
多孔性金属ヒートシンクを有する電気バス及びその製造方法
半導体コンポーネントが導電性ヒートシンク(16)へ半田付けされているモジュール(18,16)が形成されている。導電性ヒートシンク(16)は電子デバイスの中で電気バス(22)として機能するように形成されている。半導体コンポーネントのチップはヒートシンク(16)の表面へ冶金的に結合されている。ヒートシンク(16)はその内部を流れる熱伝導流体を使用している。ヒートシンクの内部は内部要素(24)を含む。好ましい実施の形態においては、内部要素は銀めっきされた複数の銅ボールである。組み付けプロセスのときに、銅ボール(24)は互いに対しても、ヒートシンクの壁に対してもろう付けされる。基本的に、ヒートシンクハウジングは銅で形成されている。その一つの表面はモリブデンで形成されており、ヒートシンクハウジング(161)のモリブデン表面の膨張及び収縮がチップのシリコン基板のそれと同様である。それにより、熱による曲げに起因してチップ基板にクラックや割れが生じるという問題が避けられる。  (もっと読む)
(もっと読む)
ジルコニウムでライニングした鋼のプレート及びかかるプレートを用いて製造される化学デバイス要素部品
化学デバイス要素のためのライニングされた組立部品の製造方法であって、該方法は以下の連続した段階を含む。すなわち、a)鋼の支持部品、典型的にはプレート、ジルコニウム又はジルコニウム合金のライニング、典型的には鋼のプレートの寸法程度の大きさの薄板、及び支持部品とライニングとの間の少なくとも一つのろう材を含む初期アセンブリの形成段階であって、前記ろう材が銀及び銅を含む合金である段階、b)制御雰囲気ろう付けチャンバ内に初期アセンブリを導入する段階、c)前記チャンバ内で制御雰囲気を形成する段階、d)前記ろう材の溶融温度に少なくとも等しい温度まで前記ユニットを再加熱する段階。前記初期アセンブリの形成の前に、前記ジルコニウム(又は合金)ライニングにチタン又はチタン合金の層の被着を実施し、かつチタン(又は合金)でライニングした面を前記ろう材と接触させるように前記ジルコニウムのライニングを位置づける。 (もっと読む)
ろう付け可能な接合部及び該接合部の形成のための方法
本発明は、電気的な構成部材のためのろう付け可能な接合部であって、基板(SU)上に施されたパッド金属被覆(PM)、及び、ろう付けのための領域で前記パッド金属被覆上に施されたUBM金属被覆(UBM)を備えており、前記パッド金属被覆は、前記UBM金属被覆の下側でパターン形成されており、該パターン形成によって基板表面の一部分を露出させてあり、露出させてある前記一部分は前記UBM金属被覆と直接に接触している。  (もっと読む)
(もっと読む)
181 - 190 / 221
[ Back to top ]