
国際特許分類[B23K103/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 鉄または鉄合金 (888) | 鋼 (854)
国際特許分類[B23K103/04]に分類される特許
101 - 110 / 854
アプセットバット溶接における溶接品質の監視方法および監視装置、ならびにアプセットバット溶接による溶接品の製造方法
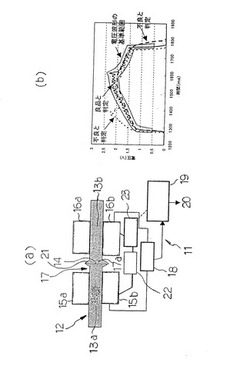
【課題】自動車用ホイール用リムの製造において使用されるDCバット溶接において、リアルタイムで溶接品質の良否を判定する監視装置及び方法の提供。
【解決手段】鋼板12の両端部13a、13bの突き合わせ面に固定電極15a、15bおよび移動電極16a、16bを介して溶接電流を流して抵抗溶接を行うアプセットバット溶接により溶接される溶接品17の溶接品質の監視方法である。電圧波形測定手段18によって、両端部13a、13bへの通電開始から通電終了までの期間における溶接電圧の波形を測定し、溶接品質判定手段19によって、電圧波形測定手段18により測定した電圧波形と予め設定した前記期間における電圧波形の基準範囲と比較することによって、溶接品17の溶接部17aの溶接良否を判定する。
(もっと読む)
高強度鋼板のスポット溶接方法

【課題】板厚の厚い高強度鋼板を抵抗スポット溶接方法で接合した場合においても欠陥や割れが生じるのを防止でき、良好な作業性を確保しつつ、信頼性の高い溶接金属部を形成することが可能な高強度鋼板のスポット溶接方法を提供する。
【解決手段】引張強さが900〜1850MPa、板厚が1.8〜2.8mmである高強度鋼板1A、1Bを抵抗スポット溶接方法によって溶接する際、溶接電極2A、2Bの高強度鋼板1A、1Bに対する加圧力EFを次式{1960×t≦EF≦2940×t}で表される条件として溶接通電を行った後、引き続き、加圧力EFをそのままとして、次式{160≦HT≦300}で表される保持時間HTで、溶接電極2A、2Bで高強度鋼板1A、1Bを保持する。但し、上記各式において、t:高強度鋼板の板厚(mm)、EF:溶接電極の高強度鋼板に対する加圧力(N)、HT:保持時間(ms)、を示す。
(もっと読む)
シートのろう付け補助材
本発明は、金属板のろう付け補助材であって、重量%で、Znを15〜40%、Mnを5〜30%、Niを0.01〜10%、通常の不純物を1%以下含有し、残部がCuからなる補助材に関する。 (もっと読む)
電気抵抗溶接の判別キャップ付き電極および溶接方法
【課題】プロジェクションナットの姿勢の正常・異常を可動電極のストローク長さの変化を検知することなく、該ナットの姿勢が異常な場合は溶接電流の不可能とする判別キャップ付電極を提供すること。
【解決手段】判別キャップ38は、電極本体16の端面21に密着する端板部39と、外周面に密着する筒部40から構成され、これが導通部分となり、導通部分の内面には絶縁層41が付着してある。プロジェクションナット1の溶着用突起4が上側になった正常な姿勢では、可動電極13が進出することにより、鋼板部品10とガイドピン20が一緒になって押し下げられ、該ナット1の本体部が導通面21に密着し、溶着用突起4を加圧する。この状態で溶接電流が可動電極13、鋼板部品10、溶着用突起4、導通面21を経て通電され、鋼板部品10に該ナット1が溶接される。溶着用突起4が下側にある異常姿勢の場合は絶縁層41で電流が遮断される。
(もっと読む)
金属部材の接合構造及び金属部材の接合方法
【課題】鉄鋼材料とめっき層との間の金属間化合物の成長を抑制して、接合強度を高めることが可能な金属部材の接合構造を提供する。
【解決手段】第1の金属部材と第2の金属部材とをはんだで接合する金属部材の接合構造において、前記第1、第2の金属部材のうち少なくとも一方がSn系めっき鋼板であり、前記はんだはPbを含まずSnを主成分とするはんだであり、0.3質量%以上1.0質量%以下のNi、0.1質量%以上1.5質量%以下のCoまたは0.5質量%以上1.0質量%以下のFeのうちの1種または2種以上を含むことを特徴とする金属部材の接合構造を採用する。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
薄鋼板のレーザ重ね溶接方法
【課題】フランジの構造や溶接部の位置に制約を設けなくても、凝固割れの生じない、薄鋼板の重ねレーザ溶接方法を提供する。
【解決手段】薄鋼板1A、1Bを複数重ね合わせてレーザ光Lを照射し、互いに溶接する方法であり、薄鋼板1A、1Bのうちの少なくとも1枚が高張力鋼板であり、溶接金属の成分組成が0.05≦C≦0.08質量%、あるいは、C<0.05質量%、且つ、P+S≧0.03質量%である溶接部2を形成することにより、重ね合わせた薄鋼板1A、1Bを互いに溶接し、薄鋼板1A、1Bの重ね合せ部5の幅を8mm以内とし、且つ、集光径が0.5mm以下のレーザ光Lを用い、レーザ出力をp(w)、溶接速度をv(mm/sec)、重ね合わされた被溶接部の合計板厚をt(mm)、集光径をd(mm)とした際、次式{p/v/t1/2×d2<12.5}で表される関係を満たす。
(もっと読む)
車両用強度部材
【課題】 高次元での高強度と衝撃エネルギー吸収能を兼ね備えた高強度鋼板を、エネルギー吸収効率と接合性の両方に優れたものとし、車両用強度部材に好適なものとする。
【解決手段】引張り試験で求められた真歪み3〜7%の間における応力歪み線図の傾きdσ/dεが5000MPa以上の高強度鋼板と、その高強度鋼板の引張り強度に対する引張り強度比が0.3〜0.85となる鋼板とを、所定方向に延在する空間を挟んで両端において接合したものであり、前記所定方向側から荷重がかかるように使用される。
(もっと読む)
靭性に優れた高強度溶接金属
【課題】大入熱量・高パス間温度で溶接した場合であっても、強度と靭性を確保できる溶接金属を提供する。
【解決手段】溶接金属全質量に対する割合で、C:0.02〜0.12%(質量%の意味。以下、同じ。)、Si:0.3〜1.0%、Mn:1.0〜2.0%、Ti:0.01〜0.30%、Cu:0.2〜2.5%および/またはNi:0.5〜3.5%を含有する他、Cr:1.0%以下(0%を含まない)および/またはMo:0.5〜1.5% を含有し、更に、Mg:0.0001〜0.02%、Ca:0.005%以下(0%を含まない)、およびAl:0.05%以下(0%を含まない)よりなる群から選ばれる少なくとも1種を含有するとともに、下記(1)式で表されるXD値が0.85<XD<1.25を満たすことを特徴とする溶接金属である。 (もっと読む)
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】内外面一層溶接を行う鋼板のサブマージアーク溶接方法であって、内面溶接および外面溶接において、鋼板表面で計測したビード幅が(1)式を満たすとともに、鋼板表面から0.4tの深さの位置で測定したビード幅が(2)式を満たすことを特徴とする鋼板のサブマージアーク溶接方法。0.60≦W1/t≦0.95(1)W2/t≦0.45(2)但し、t:板厚(mm)、W1:内面溶接側および外面溶接側の鋼板表面において計測したビード幅(mm)、W2:内面溶接側および外面溶接側の鋼板表面から板厚方向に0.4tの位置で測定したビード幅(mm)
(もっと読む)
101 - 110 / 854
[ Back to top ]