
国際特許分類[B23K103/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 鉄または鉄合金 (888) | 鋼 (854)
国際特許分類[B23K103/04]に分類される特許
51 - 60 / 854
鋼材の溶接継手構造
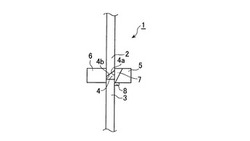
【課題】主として超高強度の鋼材の溶接継手部について、低コストかつ予後熱管理や溶接入熱・パス間温度の条件が緩和された軟質継手を提供し、これにより、現場施工に適用可能であり、かつ特別な溶接技術や技能を必要とせずに、溶接部の材料強度から求められる継手強度より高い強度を有する鋼材の溶接継手構造を提供する。
【解決手段】第1の鋼材2と、第2の鋼材3と、継手溶接部4と、継手溶接部4を補強する第1の補強材5と、第2の補強部材6とを備える溶接継手構造1である。継手溶接部4の溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さく、第1の補強材5は継手溶接部4の一方の表面4aに溶接金属7を介して接して接合されるとともに第2の補強材6は継手溶接部4の他方の表面4bに接合され、第1の補強材5、第2の補強部材6の材料強度、および、溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さい。
(もっと読む)
耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手及びその製造方法

【課題】低サイクル疲労特性の低下を抑制し、疲労き裂等が発生するのを防止することが可能な、耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手を提供する。
【解決手段】円周溶接部20をなす溶接金属部21が、鋼管内面側に位置する下部溶接金属21Aと、鋼管外面側に位置する上部溶接金属21Bとからなり、母材のビッカース硬さHv(BM)と、下部溶接金属21Aのビッカース硬さHv(WM1)及び上部溶接金属21Bのビッカース硬さHv(WM2)との関係が、次式{Hv(WM1)≦0.8Hv(BM)}又は次式{Hv(WM2)≧Hv(BM)}を満足しており、さらに、下部溶接金属21Aの縦断面積S(WM1)と、溶接金属部21全体の縦断面積S(WM1+WM2)との関係が、次式{0.4≦S(WM1)/S(WM1+WM2)≦0.6}を満足する。
(もっと読む)
ステンレス製フィンアンドチューブ式熱交換器の製造方法
【課題】 フィン及びチューブをペースト状のろうを用いて量産体制に適したろう付をし得る、ステンレス製フィンアンドチューブ式熱交換器の製造方法を提供する。
【解決手段】 フィン1bのチューブ挿通孔2bの最上縁位置に、チューブ挿通孔2bに向けて下向きに開口する矩形状の保持部材挿通孔9を形成する。チューブ5に臨んで下向きに開口した溝形の保持部材内にペースト状ろうPを充填して保持させてなるろう保持部材11を予め用意し、チューブ挿通孔9に対しチューブ5を挿通した後、ろう保持部材11を保持部材挿通孔9に挿通させる。炉に入れて高温環境下にしてペースト状ろうPを溶融させてチューブ5の外周面に沿って流下させることで、ろう付部Wによるろう付が完了する。
(もっと読む)
接合装置及び接合方法
【課題】自動車ボディ外縁のアウタパネルの曲げ加工と同時に、アウタパネル及びインナパネルのレーザ溶接作業ができ、かつ、アウタパネルやインナパネルのめっきを除去するための作業時間の短縮をできる接合装置及び接合方法を提供する。
【解決手段】接合装置1は、ヘムローラ14を有し、ヘムローラ14をアウタパネル2及びインナパネル3に対して相対的に移動して、ヘムローラ14によりアウタパネル2を折り曲げて折り曲げ部2dを形成し、折り曲げ部2dにインナパネル3の挿入部3dを挿入する曲げ加工部10と、アウタパネル2及びインナパネル3に対してヘムローラ14と一体でヘム移動方向Yに移動するように設けられ、ヘムローラ14のヘム移動方向Yの後側Y2に配置され、レーザ光21aを発光するレーザヘッド21と、レーザヘッド21を、ヘム移動方向Yとは直交する直交方向Xに移動可能に支持するレーザ直交方向移動部25Xとを備える。
(もっと読む)
レーザろう付け方法
【課題】 ろう材にレーザ光を照射してろう材を溶融させて金属板をろう付けした際に形成されるろう付け部を良好にする。
【解決手段】 金属板104、105のろう付け予定箇所に対して照射されているレーザ光106の光路上に対して、ろう付け進行方向Aの前方側から、ろう材107を挿入する工程と、ろう材107の先端からろう材107の溶滴107bがろう付け予定箇所に移行した後、ろう材107をレーザ光106の光路外へ引き戻す工程と、を一定の周期で交互に行う。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al系合金層で覆われており、そのZn−Al系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al系合金層は平均Al濃度:0.2〜22.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
医療用ガイドワイヤと、その製造方法
【課題】芯線にステンレス鋼線を用いてコイルスプリング体を芯線と接合する際、芯線への熱影響による機械的強度特性を低下させることなく、これを向上させる技術課題である接合法を開示するものである。
【解決手段】芯線に固溶化処理したオーステナイトステンレス鋼線を用いて、総減面率が90%から97.6%の強加工の伸線加工を行い、芯線とコイルスプリング体とを接合する際に接合部材として溶融温度が180℃から495℃の共晶合金を用いて接合して機械的強度特性を向上させたことを特徴とする。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al−Mg系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al−Mg系合金層で覆われており、そのZn−Al−Mg系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al−Mg系合金層は平均Al濃度:0.2〜22.0質量%、平均Mg濃度:1.0〜10.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手およびレーザ溶接方法。
【課題】ラインパイプ等の溶接構造物に用いて好適な、引張強度が780MPa以上の鋼材で、溶接金属部靭性に優れるレーザ溶接継手およびレーザ溶接方法を提供する。
【解決手段】溶接金属は、mass%で、C:0.14%以下、O:0.02%以下を含み、かつCeqが0.35〜0.65%を満足する成分組成と、アスペクト比で4以上の針状のM−A組織(島状マルテンサイト)が面積率で5%以下である、ベイナイトあるいはベイナイトとマルテンサイトの混合組織からなるミクロ組織を有するレーザ溶接継手。Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)。シールドガスとして酸素供給ガスが体積比率で10%以下の不活性ガスを用いる。
(もっと読む)
ナイフ・ブレード及びその製造方法
【課題】 量産が容易なナイフ・ブレードを提供し、かつ、そのようなナイフ・ブレードの製造に適した方法を提供すること。
【解決手段】 複合ナイフ・ブレードは、第1の合金製の切刃ピースと、第1の合金と異なる第2の合金製のバック・ピースとを含み、切刃ピースおよびバック・ピースは、波状結合部にて共にろう付けされる。切刃ピースは、バック・ピースの硬度と比較すると、高いロックウェル硬度値を有する。ナイフ・ブレードを製造する方法は、第1の合金製の薄板からバック・ピースを精密打抜きするステップと、第2の合金製の薄板から切刃ピースをレーザ切断するステップと、第1のピースを第2のピースにろう付けして複合ブレードを形成するステップとを含む。複合ブレードは、その後、ろう付け温度から切刃ピースのオーステナイト化温度まで冷却して、急冷して切刃ピースを硬化させる。
(もっと読む)
51 - 60 / 854
[ Back to top ]