
国際特許分類[B23K103/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 複合材料 (219)
国際特許分類[B23K103/16]に分類される特許
91 - 100 / 219
錫系めっき鋼板のスポット溶接方法
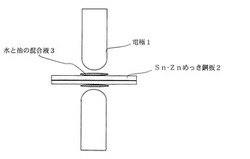
【課題】めっき層中のSnが溶けて地鉄の粒界に入り込んで割れが発生する、いわゆる低融点金属侵入割れを防止することができる錫系めっき鋼板のスポット溶接方法を提供する。
【解決手段】錫系めっき鋼板をスポット溶接する前の溶接電極接触部に、100cal/g以上の気化潜熱を有する液体を塗布することを特徴とする錫系めっき鋼板のスポット溶接方法。好ましくは、気化潜熱を有する液体の塗布量を、めっき鋼板の溶接電極接触部1点当たり0.05ml以上の油もしくは水、もしくは、油と水の混合液とする。
(もっと読む)
プレコート金属板の接合方法

【課題】高い生産性を有し、安定して高い継手強度と優れた外観を有するプレコート金属板の接合方法を提供する。
【解決手段】2枚の金属板のうち少なくとも1枚の片面に被覆層を有し、この面を重ね合わせ面に向けて隅肉溶接する接合方法において、上側の金属板1の端部と下側の金属板2との間に隙間を設けた上でレーザブレージング法により溶接接合する。
(もっと読む)
レーザ溶接部材およびレーザ溶接方法
【課題】スパッタ発生の防止や溶接面積の拡大ができるレーザ溶接部材およびレーザ溶接方法を提供する。
【解決手段】電解ニッケル膜8が被覆された銅の下側金属板1の上面に、無電解ニッケル−リンめっき膜9が被覆された銅の上側金属板3を重ね合わせ、所定圧力を負荷した状態で図示しないレーザ光を無電解ニッケル−リンめっき膜9が被覆された上側金属板3の上面より照射する。銅より融点の低い無電解ニッケル−リンめっき膜9にレーザ光を照射することで、スパッタの発生防止と溶接面積の拡大を図ることができる。
(もっと読む)
摩擦点接合構造
【課題】摩擦点接合構造におけるAl−Fe系化合物やZnAl化合物が接合強度に及ぼす影響を解明し、Al−Fe系化合物層やZnAl化合物を含む組織の構成を接合強度との関連で特定した摩擦点接合構造を提供する。
【解決手段】接合部側に亜鉛メッキ層を形成した鋼板とアルミ合金板とを重ね合せ、回転ツールを回転させながらアルミ合金板に押し込み、摩擦熱でアルミ合金板を軟化させ、塑性流動を生じさせてアルミ合金板と鋼板とを固相状態で接合した摩擦点接合構造において、回転ツールを回転させながらアルミ合金板に押し込み、軟化した亜鉛メッキ層の大部分を接合部から排出し、アルミ合金板と鋼板との接合部に、鋼板側からAl−Fe系化合物層と、Znが固溶したAlマトリックスにZnAl化合物とAl,Zn酸化物を含む組織層を層状に形成した。
(もっと読む)
レーザ溶接部材およびそれを用いた半導体装置
【目的】溶接バラツキが少なく、低パワー・低エネルギーでレーザ溶接できるレーザ溶接部材およびそれを用いた半導体装置を提供する。
【解決手段】銅であるリードフレーム29と銅より高融点材料であるCuMoやCuWで形成されたヒートスプレッダ17、19とをレーザ溶接する場合に、リードフレーム29の表面に電解Niめっき膜43を形成し、この電解Niめっき膜43面にレーザ光を照射してレーザ溶接することで、溶接バラツキが少なく、低パワー・低エネルギーでレーザ溶接することができる。
(もっと読む)
鋼材とアルミニウム材との異材接合方法
【課題】GAめっき鋼板を使用したアルミニウム材との異材接合の場合でも、十分な継手強度あるいは接合強度を有する、スポット溶接による異材接合方法を提供することを目的とする。
【解決手段】特定板厚の鋼材1とアルミニウム材2とを互いに重ね合わせ、鋼材1 側とアルミニウム材2 側とから、先端が所定の曲率半径を有する曲面である電極チップ7 、8 により各々挟み込んだ状態で抵抗スポット溶接により溶接接合する異材接合方法であって、鋼材1 側の電極チップ7 の先端曲率半径R1を30〜90mmとする一方、アルミニウム材2 側の電極チップ8 の先端曲率半径R2を、鋼材1 側の電極チップ7 の先端曲率半径R1に比して一定の範囲で大きくし、高い接合強度を得る。
(もっと読む)
放射線画像変換プレートの断裁方法及び断裁装置
【課題】支持体を伸長した状態で輝尽性蛍光体層を形成した放射線画像変換プレートを切断する場合に、放射線画像変換プレートの収縮による切断位置の位置ずれを防止して、製品寸法の安定性を確保することのできる放射線画像変換プレートの断裁方法及び断裁装置を提供する。
【解決手段】高分子材料により形成され少なくとも一方向に伸張された支持体23と、気相堆積法により支持体23上に形成された輝尽性蛍光体層24とを備える多層構造の基材プレート2の収縮力のうち少なくとも一部を緩和する収縮力緩和工程と、収縮力緩和工程により収縮力が緩和された基材プレート2を断裁して放射線画像変換パネル21を切り出すパネル切り出し工程と、を含んでいる。
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】六価クロムフリーめっき鋼板からの自動車用燃料タンクの製造に際し、接欠陥を抑えつつエネルギ効率を上げるようにする溶接方法の提供。
【解決手段】錫−亜鉛(Sn-Zn)めっき鋼板等の六価クロムフリーめっき鋼板を絞り加工に付し、絞りによる凹部の外周に沿ってフランジ部を形成した半体を一対形成し、この一対の半体を夫々の凹部が内面側で対面し、かつ夫々のフランジ部を対向せしめ、この対向されたフランジ部に沿ってレーザビームによって溶接するが、溶接時に溶接ビームは三角形を描きながら移動l1, l2, l3 され、鋸歯状の溶接部Pがフランジ部に沿って形成される。
(もっと読む)
溶接方法及び構造体
【課題】炭素鋼である母材上にリン青銅の層を形成する溶接方法であって、銅成分の炭素鋼への粒界侵入による、いわゆる液体金属脆化を生ずることなく、高品質の溶接を実現できるという優れた溶接方法及び該溶接方法により得られる構造体を提供する。
【解決手段】炭素鋼である母材上にリン青銅の層を形成する溶接方法であって、母材の表面上にニッケルを肉盛溶接してニッケルの層を形成し、該ニッケルの層上にリン青銅を肉盛溶接する溶接方法。ニッケルは、可能なかぎり高純度なものが好ましく、純度93%以上のものがよい。母材の表面上にニッケルを肉盛溶接する方法は、特に制限はなく、たとえばアーク溶接すればよい。
(もっと読む)
表面処理鋼板のレーザ溶接方法とそれに用いるビーズ状間隙材の定着装置およびレーザ溶接用治具
【課題】溶接箇所に必要な量のビーズ状間隙材をとどめておくことができるように考慮された表面処理鋼板のレーザ溶接方法を提供する。
【解決手段】下側の母材W1の上であって且つ溶接線となるべき位置に近い部分に粘度の高い防錆油2とともにビーズ状間隙材1を塗布し、その防錆油2の粘度をもってビーズ状間隙材1を定着保持させる。それらの上に上側の母材W2を重ね合わせた上、ビーズ状間隙材1に相当する隙間Gを確保した状態でレーザビームLを照射して溶接を施す。ビーズ状間隙材1が防錆油2にて定着保持されているため、母材W1,W2が複雑な三次元形状を呈している場合でもビーズ状間隙材1が転がってしまうことがない。
(もっと読む)
91 - 100 / 219
[ Back to top ]