
国際特許分類[B23K11/11]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 抵抗溶接;抵抗加熱による切り離し (2,296) | スポット溶接;スティッチ溶接 (553) | スポット溶接 (540)
国際特許分類[B23K11/11]に分類される特許
451 - 460 / 540
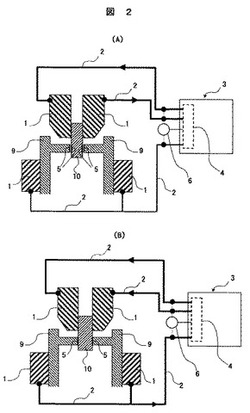
通電接合方法及び装置
【課題】
接合体に向きの異なる複数の接合面が存在する場合や、接合面が部材の内部にあって外的な加圧手段によって接合面に面圧を付与することができない場合の通電焼結接合を可能とする方法を提供する。
【解決手段】
複数の通電可能な部材を接触させて部材間に直流電流,交流電流,直流パルス電流,交流パルス電流のいずれか、もしくはこれらの組み合わせによる通電を行い、接触面及び材料内部の抵抗発熱によって前記部材を加熱し、部材同士を接合する通電接合方法において、接合する部材一つにつき一つ以上の電極を接触させ、部材同士の接合面を向かい合わせて前記電極もしくは他の保持機構で保持し、導通が得られている電極の間で通電を行って通電経路にある部材を加熱し、加熱の過程で熱膨張により部材同士が接触して導通が得られた対の電極を検知して、通電が可能な電極の間で通電経路の切替えを行いながら接合する。
(もっと読む)
ワーク位置決め装置

【課題】 設備費の低減に好適なワーク位置決め装置を提供する。
【解決手段】 位置決めするワーク形状に対応して形状が相違する複数のゲージGを放射状に備え、その回転位置に応じたゲージGを使用位置に突き出させる複数のゲージユニット2、4と、前記各ゲージユニット2、4に連結された回転部材(ピニオン20)に夫々係合し、その移動により各回転部材20を介して各ゲージユニット2、4を連動して回転させて各ゲージユニット2、4の回転角度位置を連携させる連携手段(ラック21)15と、前記連携手段(ラック21)15を予め設定した複数の停止位置のいずれかに停止させ、停止位置に応じて前記各ゲージユニット2、4から使用位置に突き出させるゲージGを設定するワーク種別切換手段16と、を備えるようにした。
(もっと読む)
ワーク位置決め支持装置
【課題】複数の位置決め手段47の中からワークWに対応した位置決め手段47への選択切換を容易に行うことができるワーク位置決め支持装置30を提供する。
【解決手段】溶接ガン10の一対のガンアーム12、13による係止部と往復移動部とを挟持する挟持動作により往復移動部51を往復移動方向一方側へ移動させ、運動変換手段61を介して回転部41を正転させる。そして、回転部41に放射状に突設された複数の位置決め手段47の中からワークWの種類に応じた位置決め手段47を回転部41から上方に向かって突出する位置に配置する。
(もっと読む)
スポット溶接ガンのサーボ制御装置
【課題】 本発明は、チップ間加圧力が指令加圧力(目標加圧力)に到達するまでの時間を十分に早くすることができるスポット溶接ガンのサーボ制御装置を提供する。
【解決手段】 相対向する一対のガンチップの少なくとも一方の可動側ガンチップを、サーボモータ2により対向方向に駆動して、前記一対のガンチップの間で狭持される溶接対象物に対する加圧力を制御するスポット溶接ガンのサーボ制御装置であって、検出された加圧力Fと指令加圧力Fcとの差分値(Fc−F)を算出するフィードバック制御手段15と、サーボモータ2に対する位置指令又は速度指令に基づいて算出され又は提供された補正指令Vuを差分値(Fc−F)に加算するフィードフォワード制御手段15と、を備える。
(もっと読む)
片側スポット溶接装置
【課題】 小さい加圧力で、電極とワークとの間、あるいは、ワークとワークとの間の接触状態を良好にするとともに溶接電流密度を適正にすることにより、ワークの量産性を向上させる。
【解決手段】 ワーク15の溶接部位15Wに、ワーク15の一方向からのみ電極を当てて溶接する片側スポット溶接装置10において、溶接部位15Wに当ててワーク15に溶接電流を流す主電極21と、溶接部位15W及び/または溶接部位15W近傍に当ててワーク15に予備電流を流す予備電極22,23と、主電極21をワーク15に当てるときの主加圧力、予備電極22,23をワーク15に当てるときの予備加圧力、溶接電流及び予備電流を制御する制御装置82と、を備える。
(もっと読む)
中空モ―タ自走式電動溶接機
【課題】 電動モ―タを自走させ且つ該電動モ―タを加圧軸として利用することにより、電動溶接機の全長を著しく短縮すると共に軽量化が図られ、しかもオフセット加圧が安易にできる中空モ―タ自走式電動溶接機を提供する。
【解決手段】 電動モ―タ3の後端側に直動ガイド11を固定し、該直動ガイドが移動するガイドレ―ル12を駆動部本体ケ―ス2に電動モ―タの軸線方向に設け、電動モ―タの出力軸13に後方からボ―ルねじ15が格納される穴を形成して該穴にボ―ルねじを配置し、該ボ―ルねじと電動モ―タの出力軸の後端に固定したボ―ルナット14を螺合させ、前記電動モ―タの回転力をボ―ルねじ軸方向の力に変換して該電動モ―タを前後進させ、前記電動モ―タに可動ア―ム5を固定することにより可動ア―ムを前後進させるようにした中空モ―タ自走式電動溶接機。
(もっと読む)
小径軸状部品の溶接方法および溶接装置ならびに小径軸状部品
【課題】 熱容量の小さな小径軸状部品の先端部を鋼板部品に対して適正な溶融量のもとに正確に溶接でき、しかも溶接後の小径軸状部品の高さ寸法等を所定の値に設定することができる小径軸状部品の溶接方法および溶接装置ならびに小径軸状部品を提供する。
【解決手段】 鋼板部品10に小径軸状部品1の先端部を加圧した後、溶接電流を通電し、この通電によって前記先端部と鋼板部品10との加圧部に生じた溶融部9の溶融熱を、小径軸状部品1の軸部2よりも大径とされているとともにこの軸部2と一体的に形成された熱吸収用の頭部3に吸熱させる。こうすることにより、溶融部9の溶融範囲が過大になることが防止できる。
(もっと読む)
上方への圧迫を利用し開口部を封鎖するサーモチューブの製造方法
【課題】 上方への圧迫を利用し開口部を封鎖するサーモチューブの製造方法を提供する。
【解決手段】 主に以下のステップを含む。(A)封入体をプレ製造し、(B)実質上平坦な表面及び該表面に形成する開口を提供し、(C)抽気充填作業を行い、(D)第一挟合パーツ及び第二挟合パーツに対応し、該表面に垂直な方向で該表面を圧迫し、該封入体の該表面に位置する部分を完全に変形させ、該開口を封鎖する。該製造方法中の開口部を封鎖する方式は、公知の挟合方式を採用する時に、挟持力を除去後に完全に気密を保証することができなかったという問題を排除することができる。
(もっと読む)
電気抵抗溶接装置
【課題】 動作時間の短縮ができ、溶接機の動作開始タイミングが適正に設定できる電気抵抗溶接装置を提供する。
【解決手段】 移動電極7が所定間隔で基台1に設けられ、鋼板部品8が供給される第1停止位置と、前記鋼板部品8上にプロジェクションナット18を供給する第2停止位置と、ナット18を鋼板部品8に溶接する第3停止位置とが設けられ、ナット18はあらかじめ前記第2停止位置に待機するように構成され、少なくともプロジェクションナット18の供給動作によって第3停止位置における可動電極54の動作開始信号を発する制御手段34が設けられている。これにより、移動電極7が第2停止位置に停止するのと同時にナット供給ができ、時間短縮が可能となり、的確な時期に溶接動作がえられる。
(もっと読む)
溶接方法及び溶接装置
【課題】電力消費を軽減し、低コストであり、しかも短時間に重ね合わせた母材の強度を低下することなく溶接することが可能である。
【解決手段】
一方の母材に他方の母材を交差させて配置し、この交差する母材をスポット溶接する溶接方法であり、他方の母材の交差する部分に一方の電極を当がい、一方の母材の交差する部分の両側で、かつ前記一方の電極と同じ側で所定の間隔を隔てて一方の母材に一対の他方の電極を当がい溶接する。
(もっと読む)
451 - 460 / 540
[ Back to top ]