
国際特許分類[B23K15/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | 電子ビーム溶接または切断 (323)
国際特許分類[B23K15/00]の下位に属する分類
そのための制御回路 (16)
環状継目の溶接のためのもの (5)
真空室 (13)
材料の除去,例.切断によるもの,穴あけによるもの (15)
非真空電子ビーム溶接または切断 (4)
国際特許分類[B23K15/00]に分類される特許
1 - 10 / 270
電子ビーム合金化加工方法
【課題】被加工物の加工領域の大きさによらず、加工ムラの発生を抑制して安定した合金化加工を行い、均一な合金層を形成すると共に、加工時間を短縮することができる電子ビーム合金化加工方法を得ること。
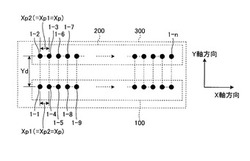
【解決手段】被加工物の表面に電子ビームの複数の照射点がX軸方向に所定間隔で一列に並ぶ第1照射点列100、および、複数の照射点が第1照射点列100からY軸方向に所定距離離れてX軸方向に所定間隔で一列に並ぶ第2照射点列200を1つの照射領域300として、第1照射点列100および第2照射点列200の一方端から他方端に向けて、所定の周期で各第1照射点列100と各第2照射点列200とに交互に電子ビームを照射する。
(もっと読む)
三相変圧器用鉄心

【課題】素材鋼板から積鉄心にしたときの鉄損特性の劣化が小さい方向性電磁鋼板を開発し、もって、BFが小さく鉄損が低い三相変圧器用鉄心を提供する。
【解決手段】Siを1.5〜5.0mass%含有し、二次再結晶粒の平均粒径が30mm以上であり、二次再結晶粒の理想方位{110}<001>からの圧延面法線方向(ND)周りのずれ角αの平均が3.70°以下、理想方位{110}<001>からの圧延直角方向(TD)周りのずれ角βの平均が2.50°以下であり、板厚が0.1〜0.2mmである磁区細分化処理が施されてなる方向性電磁鋼板を積層した三相変圧器用鉄心。
(もっと読む)
ビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器
【課題】 金属箔同士をより確実にかつ容易に溶接することができるビーム溶接方法、真空包装方法、及びその真空包装方法により製造した真空断熱材及びそれを用いた加熱調理器を得る。
【解決手段】 第1の金属箔と、第1の金属箔上に重ねた第2の金属箔とを、支持台の互いに隣り合う主載せ面及び従載せ面のそれぞれに載せる金属箔積層工程と、従載せ面に載せられた第1及び第2の金属箔の部分を解放した状態で、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って密着させる密着工程と、密着工程後、所定の真空環境下で、電子ビームの集中照射によって第1及び第2の金属箔を加熱することにより、主載せ面に載せられた第1及び第2の金属箔の部分同士を溶接想定線に沿って溶接しながら、従載せ面に載せられた第1及び第2の金属箔の部分を切り離す溶接溶断工程とを備える。
(もっと読む)
電子ビーム溶接方法
【課題】2部材が嵌合する嵌合部を溶接する際に優れた加工精度が得られる電子ビーム溶接方法を提供する。
【解決手段】ドラム本体11の嵌合孔15にシャフト21の嵌挿部25を圧入嵌合し、互いに接合する嵌合孔15の内周面16と嵌挿部25の外周面26との接合部28を対向する第1溶接範囲W1及び第2溶接範囲W2と、第1溶接範囲W1の溶接終点W1bと第2溶接範囲W2の溶接始点W2bとの間の第3溶接範囲W3と、第2溶接範囲Wの溶接終点W2bと第1溶接範囲W1の溶接始点W1aとの間の第4溶接範囲W4とに分割し、第1溶接範囲W1、第2溶接範囲W2、第3溶接範囲W3、第4溶接範囲W4を順に溶接する。ドラム本体11とシャフト21の同軸度が確保されて、歪み変形が抑制された加工精度に優れたクラッチドラム10が確保できる。
(もっと読む)
等速自在継手の外側継手部材の溶接方法および外側継手部材
【課題】溶接部の品質の向上、追加工程や後加工の省略あるいは削減による製造コスト削減、かつ溶接部の確実な検査による安定した品質を有するロングステムタイプの等速自在継手に好適な外側継手部材の溶接方法および外側継手部材を提供することにある。
【解決手段】トルク伝達要素19が係合するトラック溝30を内周に形成したカップ部12と、カップ部12の底部に形成された軸部13とを2つ以上の別部材で構成し、カップ部12を形成するカップ部材12aと軸部13を形成する軸部材13bとを接合してなる等速自在継手10の外側継手部材11の溶接方法において、カップ部材12aと軸部材13bは、その端部72、73、74、75を突合せたとき密閉された中空空洞部47が形成される形状を備えており、中空空洞部47が大気圧以下の状態で、カップ部材12aと軸部材13bの突合せた端部72、73、74、75を溶融溶接することを特徴とする。
(もっと読む)
被加工物の加工方法
【課題】溶接によって、被加工物の加工精度を向上させることができる被加工物の加工方法を提供する。
【解決手段】第1部材110及び第1部材110に組み付けられる第2部材120に対して溶接する被加工物100の加工方法において、第2部材120を基準軸として被加工物100を回転させた際に生じる第1部材110の最大振れ位置を検出する振れ測定工程S3、最大振れ位置と第1部材110に相当する部材と第2部材120に相当する部材との偏位発生傾向位置を予め設定した偏位発生傾向位置データとを対比して第1部材110と第2部材120の接合部に溶接開始位置Sを設定する溶接開始位置設定工程S5、溶接開始位置Sを溶接始点として第1部材110と第2部材120との接合部を溶接する溶接工程S6を備える。
(もっと読む)
伝熱管の製造方法及び伝熱管
【課題】短時間で伝熱管表面にμm単位の微細な撥水性の凹凸形状を形成することによって伝熱管の熱伝達機能を向上させる。
【解決手段】伝熱管5の表面にパルス状の電子ビーム4を照射することにより撥水性の微細凹凸形状を形成する伝熱管の製造方法であって、前記パルス状の電子ビーム4の照射電流(mA)*照射速度(sec)を0.002〜0.008とする。
(もっと読む)
内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化処理方法
【課題】エンジン部品としての鋳鉄製シリンダブロックのライナ表面部の硬化処理方法を提供する。
【解決手段】内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化方法において、乾燥させたシリンダブロック25の内壁のライナ表面部26の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記シリンダブロック25の内壁のライナ表面部26に合金層22を形成する。
(もっと読む)
放射ビーム溶接方法、本体及びリソグラフィ装置
【課題】より大きい負荷に耐えられる冷却システムを有するリソグラフィ装置のための改良型アクチュエータを提供する。
【解決手段】電磁アクチュエータ用の冷却体の第1の部材FMを第2の部材SMへ放射ビーム溶接する方法であって、第1の部材FMはその1つの側に、凹部REが設けられた表面部分を有し、凹部REは周縁部によって区切られ、第2の部材SMは、凹部RE閉鎖するために第1の部材FMの表面部分CSPを補完する実質的に連続する第1の表面部分を有し、第2の部材SMは第1の表面部分CSPの反対側に第2の表面部分SSPを有し、前記方法は、第1の表面部分が第1の部材の表面部分に係合するように、第1及び第2の部材を配置するステップと、放射ビームを提供するステップと、第1及び第2の部材が凹部REの周縁部で一緒に溶接されるように、第2の表面部分へ向けて放射ビームを誘導するステップとを含む。
(もっと読む)
フレーム構造体の組立方法
【課題】角筒状のフレーム材同士を突き合わせて溶接を施すにあたり、溶接に伴う変形を抑制するとともに、溶接部の接合強度を確保することができるフレーム構造体の溶接方法を提供する。
【解決手段】角筒状の一方のフレーム材10(サイドフレーム)の側面に、角筒状の他方のフレーム材20(クロスフレーム)の端面を突き当てた状態で、その突き当て部を溶接することにより、フレーム構造体100を組立てるフレーム構造体の組立方法であって、クロスフレーム20の端面21の周縁を構成する辺のうち、長さの長い長辺S1を溶接する際には、その長辺S1の長さを二つ以上に分割して溶接する。
(もっと読む)
1 - 10 / 270
[ Back to top ]