
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
741 - 750 / 781
耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体
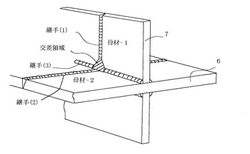
【課題】70mm以上の板厚の鋼板であっても、万一、溶接継手に脆性き裂が発生した場合に、溶接部にて脆性き裂の伝播を防止して船舶用溶接構造体の破断を防止できる船舶用溶接構造体の溶接方法および船舶用溶接構造体を提供する。
【解決手段】溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法であって、
前記船舶の垂直部材の溶接継手と水平部材の溶接継手が交差する領域の一部あるいは全部の領域、および/または前記船舶の突合せ溶接継手に対し、当該領域の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することを特徴とする耐脆性き裂伝播性に優れた船舶用溶接構造体の溶接方法および船舶用溶接構造体。
(もっと読む)
溶接シーム内に存在する混入物を除去する方法および前記方法を実施する装置

【課題】溶接シームの表面領域に存在する混入物6、特にケイ酸塩を除去する方法を提供する。
【解決手段】溶接シーム3は、シールドガスを使用して製作され、金属構成要素4を互いに接合させたものである。この溶接シームに対して高圧がかけられたいくつかの流体媒体ジェット5が、異なる入射角で噴射されるように設計される。
(もっと読む)
鋼製セグメントの製造方法
【課題】刃口を具備する鋼製セグメントの製造でありながら、偏った溶接入熱による変形を最少に抑えることができる鋼製セグメントの製造方法を提供することを目的とする。
【解決手段】鉛直面拘束部材50を継手板12a、12bの外側面に仮り溶接し、刃口脇プレート22a、22bを鉛直面拘束部材50に仮り溶接した後、地中側主桁15に本溶接する。また、継手板12a、12bを連結する水平方向拘束部材40をこれらに仮り溶接した後、刃口外周プレート21をスキンプレート11と地中側主桁15とに本溶接する。さらに、前記拘束部材40、50を仮り溶接した状態で、刃口外周プレート21を刃口脇プレート22に本溶接してから、刃口脇プレート22を地中側主桁15に本溶接する。あるいは、刃口脇プレート22を継手板12a、12bに本溶接してから、刃口外周プレート21を刃口脇プレート22に本溶接する。
(もっと読む)
超音波によるスポット溶接部の評価方法及び装置
【課題】短時間に限られる測定であっても、超音波探触子の位置とスポット溶接部の位置のずれや、超音波探触子と金属板との接触状態に影響されずに、信頼性高くスポット溶接部の健全性を評価する。
【解決手段】スポット溶接部2の外側の金属板(1a、1b)の複数の送波位置から複数方向へ向けて、被検体の表面沿いに伝搬する超音波を送波し、スポット溶接部の外側の金属板の複数の受波位置において、伝搬経路にスポット溶接部を含まない被検体の表面沿いに伝搬してきた超音波、及び伝搬経路にスポット溶接部を含む被検体の表面沿いに伝搬してきた超音波を受波することにより、スポット溶接部の健全性を評価する。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【要 約】
【課 題】 耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】 マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に複数の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1回の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、最終層の溶接パスを、1体積%以上のオーステナイト相が生成される下限の温度であるA1点超えとなる溶接パスとする。また、その後の溶接パスのうち少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
テーラードブランク材の品質管理方法及び品質管理システム
【課題】 分業化された後も、製品品質情報などとの連携をとることを狙ったもので、生産者・需要家間の連携をとることにより、テーラードブランク材の一貫した品質管理が確立することができるテーラードブランク材の品質管理方法及び品質管理システムを提供する。
【解決手段】 鋼板を溶接加工してテーラードブランク材として需要家に出荷する過程で、溶接加工完了時に前記テーラードブランク材の素材情報及び溶接加工情報を関連付けた識別記号を生成する識別記号生成ステップと、生成した識別記号をレーザマーキング手段によって前記テーラードブランク材に不揮発状態で記録する識別記号記録ステップと、需要家でのプレス加工・製造工程を経た後の前記テーラードブランク材の不具合発生時に、当該テーラードブランク材に記録された前記識別記号に基づき、溶接加工からプレス加工・製造工程に至るまでの不具合原因を究明する不具合究明ステップとを備えている。
(もっと読む)
溶接継手の疲労寿命改善方法
【課題】 本発明は、溶接継手の端面の応力が集中する部分に応力集中を開放する処理を施し、溶接継手の疲労寿命を改善する方法を提供するものである。
【解決手段】 溶接継手の端面において、少なくとも溶接止端部或いは、少なくとも露出したルートの両端部に塑性変形を与えるものである。また、溶接継手の端面において、少なくとも露出したルートの両端部及び周辺部に塑性変形を与え、塑性変形により流動化した金属で露出したルートを閉じるようにするものである。塑性変形を与える手段として、好ましくは、超音波ピーニング処理装置を用いる。
(もっと読む)
ウォータージェットピーニング施工装置、ホーンノズル及びその施工方法
【課題】 複雑な駆動機構を使用することなく、容易にかつ短時間で残留応力改善の為の作業を施工でき、従業員の被曝低減を図りかつ施工時間の低減を図る。
【解決手段】 ウォータージェットピーニング施工装置は、原子炉底部1の炉内円筒体2に設置する設置座3と、設置座3に設けられウォータージェットを噴射する複数のノズル6と、設置座3の上面に一端を固定された支柱4と、支柱4の他端に固定された上部構造物10と、上部構造物10にノズル6に対応する位置に配置された複数の管継手7と、ノズル6と管継手7とを連結する複数の高圧ホース5と、管継手7にポンプからの高圧水を供給する複数の高圧水供給用ホース8と、を有する。
(もっと読む)
タービンロータの補修方法、溶接材料及びタービン
【課題】 耐食性、機械的強度の優れる溶接材料を用いてタービンロータを補修する方法を提供することを目的とする。
【解決手段】 タービンロータ2に発生した損傷部に対して、重量比でC:0.01〜0.05%、Si:0.01〜0.6%、Mn:0.1〜0.8%、Ni:3.5〜6%、Cr:12〜16%、Mo:0.01〜0.5%、Cu:3〜5%、Nb:0.03〜0.5%、N:0.005〜0.1%、残部Fe及び不可避的不純物から構成され、下記で示されるCr当量が−15〜0の範囲にある材料を溶接して補修するタービンロータ2の補修方法。
Cr当量=Cr含有量(%)+6×Si含有量(%)+4×Mo含有量(%)+1.5×W含有量(%)+5×Nb含有量(%)−40×C含有量(%)−2×Mn含有量(%)−4×Ni含有量(%)−30×N含有量(%)
(もっと読む)
衝撃塑性加工方法
【課題】 疲労強度に優れた衝撃塑性加工処理方法を提供する。
【解決手段】 金属製中空断面部材の外面に溶接を施して固定した付加物との溶接部に衝撃を加え塑性加工させる際に、前記部材において前記溶接部部と反対側の位置を支持または拘束した状態で、前記溶接部に引張応力を付与することを特徴とする疲労強度に優れた衝撃塑性加工方法。
(もっと読む)
741 - 750 / 781
[ Back to top ]