
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
761 - 770 / 781
溶接補修箇所を備えた鋳鋼品及び鋳鋼品の溶接補修方法
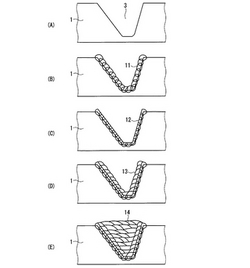
【課題】 応力除去焼鈍を行わないで、補修後の耐き裂発生特性を向上させる。
【解決手段】 鋳鋼品中の欠陥部を除去して、開先加工する工程と、前記開先加工した部分3に被覆アーク溶接によりバタリング溶接を行う工程と、前記バタリング溶接による溶接金属の一部を表面から厚さ方向に切削除去するハーフビード法を行い、初層バタリング溶接部12を形成する工程と、TIG溶接による第2層以降の本溶接部14を形成する工程とを備える。
(もっと読む)
超合金部材内の残留応力を最小限に抑える方法、超合金部材の修理方法、および超合金部材

【課題】 鉄−ニッケル−コバルト基超合金ガスタービンエンジン部材を修理するためのシステムおよび方法が提供される。
【解決手段】 方法は、部材10を約2000°F±25°Fに加熱し、部材を約1時間約2000°F±25°Fに保持し、部材を空気中での冷却と同等の速度で約700°Fより下に冷却することにより、部材を溶体化熱処理し; 部材を約1325°F±25°Fに加熱し、部材を約8時間約1325°F±25°Fに保持し、部材を約100°F/時の最大速度で約1150°F±25°Fに冷却し、部材を約8時間約1150°F±25°Fに保持し、部材を所定の冷却速度で冷却することにより、部材を析出熱処理することで、溶接修理された鉄−ニッケル−コバルト基超合金部材内の溶接後残留応力を最小限に抑える。十分に機械加工されかつ溶接修理された部材の寸法は、特注設計の炉器具によって溶体化熱処理および析出熱処理中、維持される。
(もっと読む)
硬化肉盛溶接部の補修溶接用合金および補修溶接方法
【課題】割れを防止することができる硬化肉盛溶接部の補修用溶接合金および補修方法を提供する。
【解決手段】Co基合金よりなる硬化肉盛溶接部に局部的に発生した点状、線状、溝状またはくぼみ状の欠陥の補修溶接用合金であって、補修溶接用合金は、質量%で、C:0.2%以下、Cr:15〜25%、W:12〜18%、Ni:7〜20%、および残部が実質的にCoからなっている。硬化肉盛溶接部15に発生した前記欠陥20を機械的に除去し、前記補修溶接用合金を欠陥除去部に肉盛溶接したのち、補修肉盛溶接部の表面を滑らかに機械仕上して作動面を形成する。
(もっと読む)
配管の残留応力改善装置
【課題】 配管の表面の広い範囲を均一に加熱して残留応力を改善するために好適な配管の残留応力改善装置を提供する。
【解決手段】 一の観点において、本発明による配管の残留応力改善装置10は、複数のレーザーヘッド6と、複数のレーザーヘッド6を配管4の外表面に対向するように支持する支持機構とを備えている。複数のレーザーヘッド6のそれぞれは、加熱用レーザービーム6aを配管4の外表面に照射する。複数のレーザーヘッド6を用いて配管4の外表面を加熱することは、配管4の形状に応じて加熱用レーザービーム6aの強度を個別に制御することを可能にし、もって複雑な形状の配管4を均一に加熱することを可能にする。
(もっと読む)
溶接金属部のアシキュラーフェライト変態率を予測する方法、及び該アシキュラーフェライトの形態予測方法
【課題】 溶接金属部のアシキュラーフェライト変態率を精度良く簡便に予測することができる方法を提供する。
【解決手段】 単一パスまたは複数パスによって形成される溶接金属部のアシキュラーフェライト変態率を予測する方法であって、(a)規定の基礎情報を算出する手段と、(b)溶接金属部のアシキュラーフェライト変態率予測手段を包含しており、
前記(b)は、前記(a)における冷却温度履歴を微小時間に区切り、該微小時間毎における温度Tでのアシキュラーフェライト変態率XAF(T)を順次算出することにより、最終溶接パス終了時における溶接金属部のアシキュラーフェライト変態率を予測するものであり、該アシキュラーフェライト(AF)の形状は、側面積A(m2)と板厚(m)の積で表され、該XAF(T)は、式(1)に基づいて算出する方法である。
XAF(T)=1−exp(−AT×PT×WT) … (1)
(もっと読む)
タービンブレードを準備するための高強度超合金結合方法
高強度超合金のタービンブレードを修理する方法及び超合金構成要素を結合する方法が提供される。タービンブレードの損傷した区域が、それを予め加熱することなく、溶接される。次いで、溶接されたタービンブレードに高温静水圧圧縮成形処理を施す。この方法は所望のミクロ組織及び丈夫な機械的特性を有する修理されたタービンブレードを生じさせる。 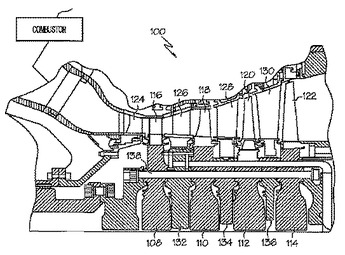 (もっと読む)
(もっと読む)
適応インパルス、その正規化エネルギーおよびそれらの間の休止を発生させ、かつ適用することにより、特定の特性を有する材料およびジョイントを改変または作製するための方法
材料/物体へのインパルス作用を適応的に制御することにより、材料または物体(14)の少なくとも1つの特定の特性を改変する、または少なくとも1つの特定の物理的、機械的または構造的特性を有する材料または物体(14)を作製するインパルス処理法について記述する。インパルス作用は正規化インパルスおよび休止を含む。インパルス作用のエネルギーは様々な供給源(1)に由来し得るが、本発明の方法は特に、作用エネルギーが超音波衝撃により開始され、送達される場合に有利であり、この場合、エネルギーは任意の適した材料に適用され、これにより、材料の少なくとも1つの特性が改変され、または作製され、所望の技術効果が達成される。
 (もっと読む)
(もっと読む)
溶接変形算出方法、溶接変形算出装置、及びコンピュータプログラム
溶接部の近傍にのみ非線形解析を行って、線形解析結果との連続性を維持するよう収束演算を行うことにより、溶接変形の推定精度を高く維持しつつ比較的短時間で溶接変形を算出することができる溶接変形算出方法、溶接変形算出装置、コンピュータプログラム、及び記録媒体を提供する。所定時点での非線形解析が必要な領域の限界を示す限界面を応力分布及び温度分布に基づいて定め、非線形解析が必要な領域を抽出し、被溶接物につき線形解析により限界面における変位と反力を算出し、非線形解析が必要な領域につき非線形解析して限界面における反力を算出し、両反力の差異が所定値より大きいと判断した場合、限界面における変位の修正量を算出して上述の処理を繰り返し、両反力の差異が所定値より小さいと判断した場合、算出した変位に基づいて被溶接物の溶接変形を算出する。 (もっと読む)
パイプなどの金属板部材を特に排気システム用のハウジングポートなどの金属鋳物部材に接合する方法
金属板部材(3)を金属鋳物部材(5)に接合するための方法が開示されている。本発明の方法によれば、金属板部材(3)と他の部材(5)はパルス溶接プロセスで互いに溶接される。前記方法は特に金属板のパイプ(3)が金属鋳物ハウジング(13)のポート(12)に溶接されることを可能にする。前記利点は排気マニホールド(3)及び、ターボチャージャ(5)などの排気ユニットを備えた排気システムのために用いることができる。 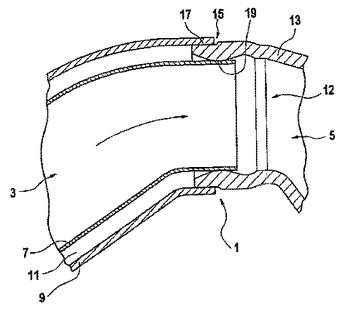 (もっと読む)
(もっと読む)
軌道の2本のレールを共に溶接するための溶接ユニット及び方法
軌道の2本のレール(2)を共に溶接するための溶接ユニット(1)は、1つの半ユニット(4)上に、温度センサー(14)を有する空気ノズル(13)を備える。赤熱している溶接継手は溶接のバリ(11)を削ぎ落とした後に、直ちに空気ノズル(13)の冷却用開口(18)を通じて圧縮空気を供給することにより、制御された方法で冷却されることが出来る。従って、頭部熱処理レール(2)の最適な溶接を達成することが可能である。
 (もっと読む)
(もっと読む)
761 - 770 / 781
[ Back to top ]