
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
771 - 780 / 781
トランスペアレンシーによって生成される少なくとも1つの溶接コードからなる部品組立手段
本発明は、トランスペアレンシーにより生成され、少なくとも2つの部品2、4を相互に接続するために用いられる、少なくとも1つの溶接コード(106)からなる部品組立手段(101)に関する。溶接コード(106)の各々は、開始端部(114)と終止端部(126)とを有する。本発明によれば、少なくとも1つの溶接コード(106)は、その内部領域に溶接コード(106)の開始端部(114)及び終止端部(126)の少なくとも一方が位置する内部領域(117、125)を画定する少なくとも1つの閉止線(116、124)を定義する。本発明は、自動車のボディーシェルの一部である要素を組み立てるために用いることができる。
図2 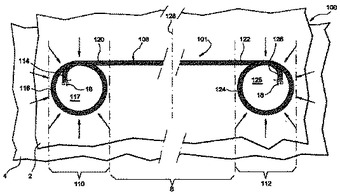 (もっと読む)
(もっと読む)
圧力容器のノズルの先端形状および先端の肉盛溶接方法
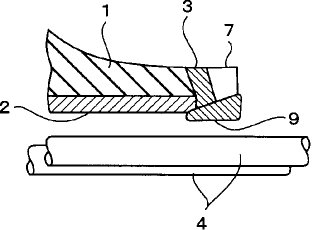
【課題】 ノズルの内部に内管等の他の部材が配設されている場合であっても、該部材を撤去することなく、現行のものと類似の溶接トーチを用いて応力腐食割れの予防保全工事を行うことができる圧力容器のノズルの先端形状および先端の肉盛溶接方法を提供する。
【解決手段】 内管4は撤去することなく、セーフエンド8を切断し、ノズル1の先端部にクラッド溶接部2および肉盛溶接部3の一部に掛けて円錐状開先切削部Cを形成し、この円錐状開先切削部Cに溶接トーチ6をクラッド溶接部2の内面に対して5°〜60°の傾斜角で当接して、耐食性改善溶接部9を溶接形成した。
(もっと読む)
溶接管用渦流探傷装置

【課題】 溶接欠陥の検出性能を向上する溶接管用渦流探傷装置を提供する。
【解決手段】 溶接管1を溶接線上より励磁する励磁コイル2と、溶接線上に並ぶ複数の検出コイル3とを有し、これら検出コイル3の出力を比較することにより探傷を行う溶接管用渦流探傷装置において、検出コイル3が臨む溶接線の長さを検出コイル3により異ならせた。
(もっと読む)
溶接方法
【課題】 溶接金属の溶込みを深くして、溶接止端部に誘起させる圧縮残留応力を容易に大きくすることができ、疲労強度の向上や溶接割れの防止に効果的な、改善された新しい溶接方法を提供する。
【解決手段】 溶接が完了する室温もしくはその付近でマルテンサイト変態膨張が終了する溶接材料と炭酸ガス含有シールドガスとを用いて被溶接金属にアーク溶接を行う。
(もっと読む)
配管材空圧検査装置
【課題】 パイプの両端にフランジを溶接した配管材の溶接部の検査を能率良く行う。
【解決手段】 機台上に接近、離反可能とした一対の架台4にフランジFを保持する保持金具12を備えた円板状の配管材保持体7をそれぞれ回転可能に取り付けて対向させる。この配管材保持体7にパッキンを装着する支持板9を取り付ける。また、配管材保持体7には、挟持するパイプB内に圧縮空気を送り込む空気供給用通路を備える。そして、検査時には一対の配管材保持体7によってフランジFを溶接したパイプBを挟持してパイプBの端部開口を密閉し、パイプ空気供給用通路から検査用空気をパイプB内に充填して溶接部のピンホール等を検査する。
(もっと読む)
管材の連接部の構造
【課題】 管材の連接部に熱処理及び溶接による変形を発生させない管材の連接部の構造の提供。
【解決手段】 先に過熱処理を施した二つの相互に交差する中空管1、1’の連接部それぞれに、プラグ2を置き入れると共に、該連接部に結合被覆体3を一体成形することで、上記二つの相互に交差する中空管を連接して、管材の連接部に熱処理及び溶接による変形を発生させないようにしてなる、一種の管材の連接部の構造としている。
(もっと読む)
短寸筒形鋼の開先加工用連結治具
【課題】 短寸寸法に切断された筒形鋼の両端面を開先加工するに際して、各筒型鋼を直列に仮溶接しなくても良く、且つ、高い加工精度が得られる開先加工用連結治具を提供する。
【解決手段】 短寸寸法に切断された複数個の筒形鋼1を連結し、この両端面1Aを開先加工する時に使用する連結治具であって、上記連結治具は、複数個の筒形鋼1に挿入することができる軸方向長さ(A)を有し、且つ、少なくとも1面2Aの外径方向に突出する締め付け手段17,30を備えた開先加工用連結治具100である。
(もっと読む)
X線による溶接検査方法及び溶接検査装置並びにその検査装置を用いた溶接装置
大入熱溶接方法
【構成】 鋼板を大入熱溶接するに際し、大入熱溶接の直前又は直後に鋼板の被溶接部及び/又は被溶接部近傍を加熱することにより、例えば溶接の後続熱源により加熱することにより、溶接熱影響部に相当する領域についての大入熱溶接後の冷却速度を、800 ℃以上の温度域での冷却速度Iが800 ℃以下の温度域での冷却速度IIの5倍以下になるように調整することを特徴とする大入熱溶接方法。
【効果】 鋼板を大入熱溶接する場合においても溶接熱影響部の組織が微細化され、そのため溶接熱影響部の靱性劣化が生じ難く、良好な溶接継手性能等の溶接特性を安定して確保し得るようになる。
(もっと読む)
突合わせ溶接機の後加熱装置及び誘導加熱コイル装置
【目的】 ストリップ溶接部の熱処理品質を向上させる。
【構成】 ストリップ2の各切断端面の突き合わせ溶接後にこの溶接部3を指向して後加熱(焼鈍)を行うコア部1b及びコイル部1aを備えた誘導加熱コイル装置において、コア部1bと溶接部3近傍のストリップ2との間隙に耐熱絶縁性スペーサ1cを配し、熱応力により生じるストリップ2の変形をこの耐熱絶縁性スペーサ1cで抑えるようにした。
【効果】 上記間隙が常にほぼ一定に保たれるので、溶接部3の温度ムラを防止することができ、焼鈍が適切に行われる。
(もっと読む)
771 - 780 / 781
[ Back to top ]