
国際特許分類[B23K31/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスに関連する方法であって,特殊な物品または目的のために特に適合するが,メイングループ1/00から28/00のいずれのメイングループにも包含されないもの (1,179)
国際特許分類[B23K31/00]の下位に属する分類
ハンダ付または溶接に関連するもの (398)
切断またはデザーフエーシングに関連するもの
材料の特性,例.溶接性,の調査に関連するもの
国際特許分類[B23K31/00]に分類される特許
751 - 760 / 781
スパイラル鋼管の外面ビード切削方法、切削装置及びスパイラル鋼管の製造方法
【課題】鋼管の本体部分に損傷を与えず、少ない切削負荷で外面ビードを効率良く、安定、且つ円滑に切削可能なスパイラル鋼管の外面ビード切削方法、切削装置及びスパイラル鋼管の製造装置を提供する。
【解決手段】スパイラル鋼管13の外面位置で、スパイラル鋼管の継目部溶接で形成した外面ビードに縦回転切削刃12を押し当て、外面ビードを厚み方向に切削する方法である。また、切削装置は、スパイラル鋼管の継目部溶接で形成した外面ビードがスパイラル鋼管の最上外面になる位置に、スパイラル鋼管13を挟み、立設した門型フレーム21と、門型フレームの横梁上に載置され、造管進行方向に移動自在な支持部材16と、支持部材に昇降自在に取り付けられ、スパイラル鋼管の外面ビードを厚み方向に切削する縦回転切削刃12と、縦回転切削刃の高さ位置を決める倣いロール17とを備えた。
(もっと読む)
配管の残留応力改善装置

【課題】 配管が厚肉であっても広い範囲を均一に加熱することが安定して確実に実施できる配管の残留応力改善装置を提供する。
【解決手段】 レーザ光1発射するレーザ発振器11と、レーザ発振器11からのレーザ光1を案内する第一の光ファイバ12と、第一の光ファイバ12で案内されたレーザ光1のほとんどを反射する第一の反射ミラー24を内装して、レーザ光1を配管100に照射する照射ヘッド20とを備えると共に、第一の反射ミラー24の背面側に位置するように照射ヘッド20に内装され、第一の反射ミラー24を透過した一部のレーザ光1を検出する第一のCCDカメラ26と、第一のCCDカメラ26からの情報に基づいて、レーザ発振器11からのレーザ光1のビームプロファイル及びビーム強度を目的の値とするようにレーザ発振器11を制御する制御装置15とを備えた。
(もっと読む)
案内装置
案内装置(10)は、少なくとも1つの工作物(12)を位置決めするために使用され、工作物の位置監視装置(14)を備える。ここで、前記工作物の位置監視装置(14)が非接触で工作物の位置を監視するためのセンサ装置(16)として設計されるように施策される。  (もっと読む)
(もっと読む)
溶接部可視化方法及び装置
【課題】板厚差のある被溶接材同士の突合せ溶接部であっても、影の影響を受けることなく観察できるようにする。
【解決手段】板厚差のある被溶接材10a,10b同士を突合せ配置した開先部11の真上となる垂直面内に、溶接部12を撮影するためのCCDカメラ13を、観測対象法線14より所要角度傾斜させて設ける。開先部11真上の垂直面内に、フラッシュランプ15を、観測対象法線14を対称軸とするCCDカメラ13と対称な角度配置より±10°〜20°ずれた角度配置で設ける。開先部11の真上に配置してあるフラッシュランプ15より照明光を照射することにより、被溶接材10a,10b同士の突合せ溶接部12に影が発生する虞を解消させる。フラッシュランプ15より溶接部12へ照射する高輝度照明光の正反射成分がCCDカメラ13へ強く入射しないようにして、画像処理に適した輝度の溶接部12画像を得るようにさせる。
(もっと読む)
溶接方法
【課題】溶接プロセス時にクラックを形成することを防ぐ又は減少させるように、二つの素材を一体に溶接させる方法を提供する。
【解決手段】
二つのアルミニウム金属素材を一体に溶接する。まず、各素材(1)に部位(2)を用意するが、この用意には摩擦かくはん接合プロセスのような表面処理が含まれ、外面から素材内まで延びる領域(3)が、この領域の外側の素材の結晶粒の構造と比べて、より細かい結晶粒の構造を有するようにする。次に、電子ビーム溶接のような融接プロセスを用いてこれら素材を一体に溶接させ、部位(2)を結合する。上記素材の用意では、素材内に延びる領域(3)の深さは、融接プロセス時に溶融される材料の深さを超える。  (もっと読む)
(もっと読む)
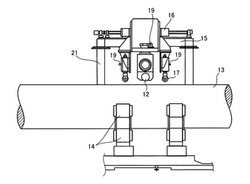
配管の残留応力改善装置
【課題】 T字配管の溶接部及びその近傍を効率的にレーザー加熱して、残留応力を除去する。
【解決手段】 レーザーヘッド10から出射したレーザービームを、T字配管50の溶接部に照射・加熱して残留応力を除去する。このとき、リングレール2に沿い回転走行台車3が走行することにより、レーザーヘッド10のθ方向位置が調整され、上下スライド4のスライドによりレーザーヘッド10のZ方向位置が調整され、半径スライド5がスライドすることによりレーザーヘッド10のL方向位置が調整され、円弧片スライド7が円弧片に沿いスライドすることによりレーザーヘッド10のα方向が調整され、レーザーヘッド支持部9が回動することによりレーザーヘッド10のβ方向が調整され、オシレートによりレーザーヘッド10のγ方向位置が調整される。
(もっと読む)
配管の残留応力改善装置
【課題】 配管の外周面を加熱して同配管の残留応力を低減(除去も含む)することができ、しかも装置構成が比較的コンパクトであり、また、屈曲管部の外周面を加熱することもできる配管の残留応力改善装置を提供する。
【解決手段】 レーザヘッド部6と、リングレール3と回転走行台車5からなる円周方向移動手段とを備える。更には、配管の外周面で反射したレーザ光がレーザヘッドに戻らないようにレーザ光の反射方向を調整する反射方向調整手段、レーザ光をレーザヘッドよりも管軸方向の前方に位置する屈曲管部の外周面に照射するようにレーザ光の出射方向を調整する出射方向調整手段、レーザヘッド部を管軸方向に移動させる管軸方向移動手段、屈曲管部の外周面における照射強度が均一になるようにレーザ光の出力を調整する出力調整手段、レーザヘッド部の管軸方向の前方側を屈曲管部の外周面に対して接近、離反可能な回動手段などを備えてもよい。
(もっと読む)
溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法
【課題】溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法を提供する。
【解決手段】建設機械のブーム・アーム部材であって、前記ブーム・アーム部材の完全溶け込み溶接部の止端部に加振打撃痕を有することを特徴とする溶接部疲労強度に優れる建設機械のブーム・アーム部材およびその疲労強度向上方法。好ましくは、前記加振打撃痕の底部表面の残留応力が10MPa以上の圧縮残留応力である。
(もっと読む)
スポット溶接部検査装置
【課題】 スポット溶接部の良否を効率良く且つ精度良く検査することが可能な装置を提供する。
【解決手段】 スポット溶接部検査装置1は、重ね合わせられた鋼板M1、M2を挟んで対向配置された一対の電極2a、2b間に通電することにより形成されるスポット溶接部Sを検査する装置である。スポット溶接部検査装置1は、スポット溶接部Sに向けて高周波磁場を発生し得るように一方の電極2a近傍に配置された電磁石11と、電磁石11によって発生しスポット溶接部Sを透過する高周波磁場を検出し得るように他方の電極2b近傍に配置された検出コイル12と、検出コイル12に誘起される誘起電圧が一対の電極2a、2b間の通電を終了してから所定値に降下するまでの時間を測定する判定回路13とを備えることを特徴とする。
(もっと読む)
溶接補修箇所を備えた鋳鋼品及び鋳鋼品の溶接補修方法
【課題】 応力除去焼鈍を行わないで、補修後の耐き裂発生特性を向上させる。
【解決手段】 鋳鋼品中の欠陥部を除去して、開先加工する工程と、前記開先加工した部分3に被覆アーク溶接によりバタリング溶接を行う工程と、前記バタリング溶接による溶接金属の一部を表面から厚さ方向に切削除去するハーフビード法を行い、初層バタリング溶接部12を形成する工程と、TIG溶接による第2層以降の本溶接部14を形成する工程とを備える。
(もっと読む)
751 - 760 / 781
[ Back to top ]