
国際特許分類[B23K35/28]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | 材料の組成または性質を特徴とするもの (3,248) | 適当なハンダ付材料または溶接材料の選定 (1,960) | 主成分が950°C以下の融点をもつもの (385)
国際特許分類[B23K35/28]に分類される特許
61 - 70 / 385
アルミニウム合金部材の面ろう付け方法
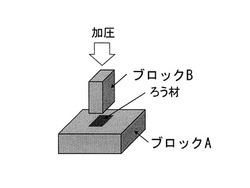
【課題】単層型のブレージングシートを用いて2つのアルミニウム合金部材同士を無フラックスで面ろう付けする。
【解決手段】固相線温度が570℃以上であるアルミニウム合金部材同士の間に、Si:3〜12質量%、Mg:0.1〜5.0質量%を含み、残部がAl及び不可避的不純物からなる成分組成を有し、厚さ15〜200μmのろう材からなる単層ブレージングシートを挟みこみ面接触させた状態で、不活性ガス雰囲気下で、ろう付け温度570℃以上に保持しつつ、0.6gf/mm2以上の面圧を付加しながら無フラックスでアルミニウム合金部材同士をろう付けする。
(もっと読む)
ブレージングシート及びその製造方法
【課題】合金成分、クラッド率、製造条件の組合せを検討することで、これまでのフィン材よりも薄肉化しても耐高温座屈性や強度が高く、優れた犠牲陽極効果を示すフィン材用ブレージングシートの製造方法を提供する。
【解決手段】Mnを0.6質量%〜1.8質量%(以下、質量%を単に%と記す。)、Feを0.05%〜0.6%、Siを0.02%〜0.7%、Znを0.02%〜3.0%、Zrを0.05%〜0.3%、Tiを0.05%〜0.3%含有し、残部がAlと不可避的不純物からなるアルミニウム合金を芯材とし、この芯材の片面、又は両面にSiを6.0%〜15.0%含有し、残部がAlと不可避的不純物からなるアルミニウム合金を皮材としたブレージングシートの製造方法であって、
前記皮材のクラッド率が片面で5%〜15%となるように積層してアルミニウム合金合せ材を形成する工程と、
前記アルミニウム合金合せ材を420℃〜500℃で加熱した後に、熱間圧延、冷間圧延及び中間焼鈍を行う工程と、
前記アルミニウム合金合せ材の圧延率が、20%〜70%となるようにして最終冷間圧延を行い、40μm〜80μmの板厚のブレージングシートを製造する工程と、
を具えるブレージングシートの製造方法。
(もっと読む)
アルミニウムのろう付け方法および該ろう付け方法により製造されるアルミニウム熱交換器用偏平チューブ
【目的】チューブ材とインナーフィンとをろう付け接合して、アルミニウム熱交換器用偏平チューブをろう付けにより製造する際の接合性を向上させることを可能とするアルミニウムのろう付け方法を提供する。
【構成】アルミニウム合金の芯材の片面に、Si2〜6%を含有し、残部Alおよび不純物からなるAl−Si系合金の厚さ5μm以上のクラッド層を有するアルミニウム2層クラッド材のクラッド層が内面となるように成形したチューブと、Si7.5〜12%を含有し、残部Alおよび不純物からなるAl−Si系合金ろう材をクラッドしたアルミニウムインナーフィン材を、前記Al−Si系合金のクラッド層とAl−Si系合金ろう材とが当接するよう組み付けて、ろう付け接合することを特徴とする。
(もっと読む)
アルミニウム材のフラックスレスろう付方法

【課題】フラックスを必要とすることなく、内部空間などにおいてもフラックスレスろう付けを安定的に行うことを可能にする。
【解決手段】質量%で、Si:3〜13%、Mg:0.1〜5.0%を含有するAl−Si系ろう材3と被ろう付部材4とを接触密着させ、減圧を伴わない非酸化性雰囲気でろう付けする方法であって、少なくとも上記Al−Si系ろう材3の実温が400℃以上となる温度域において、ろう付雰囲気中の最高酸素濃度を50ppm以下にして、前記Al−Si系ろう材3により接触密着部の密着面においてろう付を行うので、フラックスを必要とせずにフラックスレスろう付けを安定して行うことができ、例えば熱交換器の内部空間のような部位においても良好な接合が可能になる。
(もっと読む)
アルミニウム合金製クラッド材およびそれを用いた熱交換器
【課題】 ベアフィン材がろう付け接合される熱交換器のチューブ用向けのクラッド材として、充分なろう付け機能を有すると同時に、優れた耐食性、特にチューブ外面側の環境に対する良好な耐食性を確保し得るクラッド材を提供する。
【解決手段】 芯材の一方の面に、Si:2.5〜7.0mass%(以後、%と記す。)、Zn:1.0〜5.5%、Fe:0.1〜1.0%、Na:0.005〜0.1%を含有し、残部がAlおよび不可避的不純物からなり、円相当径で0.1〜5.0μmのSi粒子が5000〜15000個/mm2、かつ5.0μmを越えるSi粒子が2000個/mm2以下存在する犠性陽極材層がクラッドされたアルミニウム合金製クラッド材。
(もっと読む)
細流路インナーフィンを有する熱交換器のフラックスレスろう付け方法およびそれに用いるアルミニウムクラッド材
【課題】 フラックスや真空設備を必要とすることなく大気圧下での細流路を有する熱交換器のフラックスレスろう付けを可能にする。
【解決手段】 質量%で、Mgを0.1〜5.0%、Siを3〜13%含有するAl−Si系ろう材が最表面に位置するアルミニウムクラッド材を用いて、減圧を伴わない非酸化性雰囲気で加熱温度559〜620℃において、前記Al−Si系ろう材によりろう付け対象部材との接触密着部を接合する。フラックスや真空設備を必要とせずに大気圧下でのフラックスレスろう付けが可能になり、ろう材以外の被ろう付け構成部材へMgを添加した場合にもろう付け阻害要因とはならない。減圧を伴わない雰囲気での加熱となるため、MgやZnの蒸発による炉内壁等の汚染も殆ど生じない。しかも、細流路を有する熱交換器の細流路内のろうフィレットによる目詰まりが殆どない。
(もっと読む)
Znを主成分とするPbフリーはんだ合金
【課題】 電子部品の組立に好適な300℃〜400℃程度の融点を有し、濡れ性、接合性、加工性、信頼性に優れ、Pbを含まず且つZnを主成分とする高温用のPbフリーZn系はんだ合金を提供する。
【解決手段】 Al又はSnのいずれか1種と、Agとを含有するPbフリーのZn系はんだ合金であって、Alを含有する場合その含有量が1.0〜9.0質量%、Snを含有する場合その含有量が0.3〜10.0質量%であり、Agの含有量が0.1〜4.0質量%であって、残部がZn及び不可避不純物からなる。更にBi及びPの少なくとも1種を、Biが0.1〜6.0質量%及びPが0.001〜0.5質量%の含有量となるように添加することができる。
(もっと読む)
アルミニウム材のフラックスレスろう付け方法およびフラックスレスろう付け用アルミニウムクラッド材
【課題】フラックスや真空設備を必要とすることなく大気圧下でのフラックスレスろう付けを可能にする。
【解決手段】Mg0.1〜5.0%、Si3〜13%、Be0.0001〜0.1%を含有し、表層面方向で円相当径で1.0μm以上のSi粒子、Al−Si系金属間化合物が合計で、1,000〜100,000個/mm2で分布するAl−Si系ろう材が最表面に位置するアルミニウムクラッド材を用いて、減圧を伴わない非酸化性雰囲気で559〜620℃においてAl−Si系ろう材によりろう付け対象部材との接触密着部を接合するので、フラックスや真空設備を必要とせずに大気圧下でのフラックスレスろう付けが可能になり、ろう材以外の被ろう付け構成部材へMgを添加した場合にもろう付け阻害要因とはならない。
(もっと読む)
アルミニウム材のフラックスレスろう付方法およびフラックスレスろう付用アルミニウム合金ブレージングシート
【課題】フラックスや真空設備を必要とすることなく大気圧下でのフラックスレスろう付
けを可能にする。
【解決手段】Mgを0.1〜5.0%、Siを3〜13%含有するAl−Si系ろう材が最表面に位置するアルミニウムクラッド材を用いるろう付け方法であって、Al−Si系ろう材に含まれるSi粒子は、表層面方向で、0.8μm以上の径をもつものの内、1.75μm以上の径のものの数が25%以上で、1.75μm以上の径をもつものの面積率が対表面積で0.1〜1.5%であり、減圧を伴わない非酸化性雰囲気で、Al−Si系ろう材と被ろう付け部材とを接触密着させ、559〜620℃において、Al−Si系ろう材によりフラックスレスで接触密着部の密着面において芯材と被ろう付け部材とを接合するので、フラックスや真空設備を必要とせずに大気圧下でのフラックスレスろう付けが可能になる。
(もっと読む)
フラックスレスろう付用アルミニウム合金ろう材シートおよびアルミニウム材のフラックスレスろう付け方法
【課題】フラックスや真空設備を必要とすることなく大気圧下でのフラックスレスろう付けを可能にする。
【解決手段】Mgを0.1〜5.0%、Siを3〜13%含有し、残部がAlと不可避不純物からなる組成を有し、ろう付によって接合される部材最表面に円相当径で1.0μm以上のSi粒子と金属間化合物が合計で1mm2当たり1,000個以上分布するアルミニウム合金ろう材シート3を用い、該シートをアルミニウム材からなる被ろう付け部材1、2間に挟んで接触密着させ、減圧を伴わない非酸化性雰囲気で加熱温度559〜620℃において、前記被ろう付け部材同士を前記接触密着部4を介して接合するので、フラックスや真空設備を必要とせずに大気圧下でのフラックスレスろう付けが可能になる。
(もっと読む)
61 - 70 / 385
[ Back to top ]