
国際特許分類[B23K37/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 溶融金属の位置ぎめのためのもの,例.望ましい区域内に保持するためのもの (138)
国際特許分類[B23K37/06]に分類される特許
131 - 138 / 138
H型鋼溶接継手構造
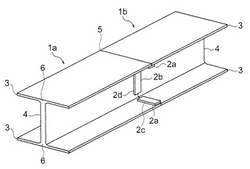
【課題】 従来のH型鋼溶接継手構造で連結したH型鋼は、もとのH型鋼より強度が劣っていた。
【解決手段】 端部同士を突き合わせた2本のH型鋼1a、1bのフランジ部3及びウェブ部4の突合せ部5の内側と外側のいずれか一方又は双方に、鋼材による補強材2a、2b、2c、2dを両H型鋼に跨がせて宛がい、その突合せ部分同士の一部又は全部を溶接し、補強材の外周縁と補強材を宛がったフランジ部とウェブ部の一方又は双方とを溶接した。補強材は、H型鋼の突合せ部分の全長又は一部に宛がわれるようにしてある。補強材をH型鋼の突合せ部分のフランジ部とウェブ部との双方に宛がうこともでき、宛がう補強材を、突き当て部分の溶接用裏当て材と兼用とすることもできる。連結して形成した1本のH型鋼の強度が、もとのH型鋼の強度と同じかそれ以上となるようにした。
(もっと読む)
コラム溶接用裏当て金

【課題】 安価に製作可能で、しかも脱落等の問題も発生しないコラム溶接用裏当て金を提供する。
【解決手段】 コラム1の端部をダイヤフラム4に溶接接合するときに、コラム1の端部内面に固定されて、コラム1とダイヤフラム4間に形成される開先隙間をコラム1の内側から閉鎖する裏当て金本体11と、前記裏当て金本体11に設定間隔おきに取り付けた仮止め具13であって、前記裏当て金本体11の後面に溶接固定される固定部15と、裏当て金本体11の外側面の途中部においてコラム1の先端部に係止される係止突部16と、固定部15と係止突部16とを連結する連結部17とを有し、金属板をプレス成形してなる仮止め具13とを備えた。
(もっと読む)
棒材溶接用治具
【課題】 2本の棒材を直線状に溶接するに当たって、溶接作業の高品質化、簡便化および作業時間の短縮を可能とする溶接用治具の提供を目的とする。
【解決手段】 溶接トーチを固定するトーチホルダー1と上記トーチホルダー1を搭載し可動自在に保持するトーチホルダー保持部2と、棒材の一方を把持する棒材ホルダーを備えたトーチホルダー支持部の受け部3とからなり、これらを結合部4により着脱自在に結合できるように形成する。
(もっと読む)
添接板セッティング治具
【目 的】 この考案は、基軸
【構 成】 基軸
摩擦攪拌接合装置及び摩擦攪拌接合方法
【課題】 高い接合速度でも、接合部の空洞欠陥や溝状欠陥の発生防止が可能、浅いアンダーカットの生成が可能、汎用の数値制御加工機を活用して構造と制御装置が簡単で、安価な摩擦攪拌接合装置の構築が可能な摩擦攪拌接合装置及び摩擦攪拌接合方法の提供を課題とする。
【解決手段】 裏当金3を含む被接合部材の支持テーブル25の支持面25usが、回転ツール7の回転軸7raに対して垂直な面と、回転ツール7の前進方向の前方が下がるような予め決められた所定の傾斜角θをなすように、傾斜・固定自在に設けたこと、さらには、回転ツール7の下方への押圧力F等による裏当金の上面の沈下量が0〜0.1mmの範囲でできるだけ小さくなるように、前記支持テーブル25を高い剛性の支持手段で支持をすることを解決手段とする。
(もっと読む)
溶接用裏当材支持治具
【課題】 裏当金、セラミック製などの裏当材を固定するための溶接用裏当材支持治具を提供すること。
【解決手段】 断面がコの字状で、下水平部7に本体固定用雌ねじ8を設けた支持治具本体1と、前記本体固定用雌ねじ8に螺合する本体固定用雄ねじ2と、前記支持治具本体1に固定され、下方に延びた垂直部材3と、該垂直部材3の下端部に回動可能に支持された支持杆4と、該支持杆4の先端部に回動可能に支持された裏当材保持部材5と、前記支持杆4と前記垂直部材3との間に該支持杆4を引張るように設けた引張ばね6とからなる溶接用裏当材支持治具。
(もっと読む)
突合わせ溶接機の後加熱装置及び誘導加熱コイル装置
【目的】 ストリップ溶接部の熱処理品質を向上させる。
【構成】 ストリップ2の各切断端面の突き合わせ溶接後にこの溶接部3を指向して後加熱(焼鈍)を行うコア部1b及びコイル部1aを備えた誘導加熱コイル装置において、コア部1bと溶接部3近傍のストリップ2との間隙に耐熱絶縁性スペーサ1cを配し、熱応力により生じるストリップ2の変形をこの耐熱絶縁性スペーサ1cで抑えるようにした。
【効果】 上記間隙が常にほぼ一定に保たれるので、溶接部3の温度ムラを防止することができ、焼鈍が適切に行われる。
(もっと読む)
鉄骨仕口溶接装置
131 - 138 / 138
[ Back to top ]