
国際特許分類[B23K37/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 溶融金属の位置ぎめのためのもの,例.望ましい区域内に保持するためのもの (138)
国際特許分類[B23K37/06]に分類される特許
71 - 80 / 138
裏当装置および片面溶接装置
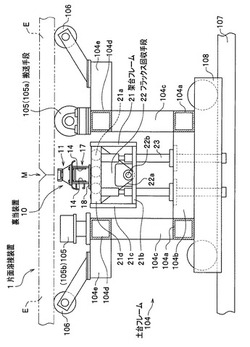
【課題】被溶接部材を突き合わせた開先線の裏側へのフラックス押し当てが容易で、異なる裏当方式に対応する2つの裏当部を備えても裏当装置全体が大型化せず、設備コストが低価な裏当装置を提供する。また、裏当装置を備える片面溶接装置においても、片面溶接装置全体が大型化せず、設備コストが低価な片面溶接装置を提供する。
【解決手段】開先線の裏側にフラックスを押し当てる裏当部11と、裏当フレーム17と、架台フレーム21と、フラックス回収手段22とを備える裏当装置10であって、裏当部11は、フラックス保持部と、支持板と、1本のエアーホースと、エアーホースの幅方向の両側で長手方向に所定間隔で配置される昇降ガイド部材を有する昇降ガイド14とを備え、昇降ガイド14は、各昇降ガイド部材の一端部が、支持板に固定され、各昇降ガイド部材が、裏当フレーム17に形成されたガイド穴を挿通して、ガイドされるように形成される。
(もっと読む)
金属平板に対する垂直鉄筋の接合方法、接合構造、接合装置並びに金属製円弧板

【課題】金属平板上に垂直鉄筋を良好な精度で位置決めや直角だしができ、短時間で確実に接合し接合強度の高い接合を実現し得る金属平板に対する垂直鉄筋の接合方法、ならびに接合構造を提供する。
【解決手段】金属平板82上に垂直状に鉄筋12を配置させて接合させる。その際、鉄筋を垂直に接合させる金属平板上の該接合箇所に金属製円弧板14を、その湾曲内面を接合箇所に対向させるように位置合わせして配置させる。金属製円弧板は金属平板に仮付け溶接される。垂直鉄筋の下部を金属製円弧板の湾曲内側に挿入して垂直鉄筋の下端を金属平板から所要高さ位置に浮かせた状態で保持しつつ本溶接により垂直鉄筋の下端と金属平板との空隙部分にビードを充填して生成させ、接合部を形成させる。
(もっと読む)
円周溶接用内治具装置及びこれを用いた円周溶接方法
【課題】 密閉型のドラム缶等を外方から円周溶接する際に、余分な熱を吸収して溶接による溶接部の熱歪を抑制し、又、ビードの溶け落ちや穴あき等を防止する。
【解決手段】 一端が注入口aを有する蓋体Waにより閉塞された胴体Wbの他端に蓋体Wcを突き合せてその突合せ部を外方から円周溶接する際に用いる円周溶接用内治具装置であり、円周溶接用内治具装置は、胴体Wb内に着脱自在に装着される内張り治具11と、内張り治具11に支持され、胴体Wbと蓋体Wcの突合せ部の内周面に面接触状態で圧接して突合せ部の内周面側にシールドガスを流す環状の裏当て治具12と、先端が裏当て治具12に連結され、基端が注入口aから引き出された索条13とから成り、前記裏当て治具12を、溶接時に胴体Wbと蓋体Wcの突合せ部を内方から保持する環状に保持される環状形態と、溶接終了後に略直線状になって蓋体Waの注入口aから取り出される棒状形態とに亘って変形可能に構成する。
(もっと読む)
裏当て銅板清掃機
【課題】 裏当て銅板1の表面に薄く付着した焼け焦げ膜を除去。
【解決手段】 裏当て銅板1の延びる方向にその上表面に沿って走行する台車2;該台車に搭載され、前記上平面のスラグを剥離して排除するスクレーパ3;前記台車2の、スラグ除去のための走行の方向においてスクレーパの後方に位置し、外形が略円筒状であるが前記裏当て銅板1の横断面の膨出上面に倣う逆紡錘型の回転型ワイヤブラシ4;および、該回転型ワイヤブラシ4を回転駆動するモータ5;を備える裏当て銅板清掃機。エアーモータ5の排気エアーを導管6で銅板1の上面に導きエアーパージする。
(もっと読む)
溶接構造および溶接方法
【課題】喉厚およびルートギャップの調整が容易な溶接構造および溶接方法を提供する。
【解決手段】溶接構造1は、第1部材2と、第2部材3と、裏当て部材4と、溶接金属5とを備える。第2部材3は、第1部材2に対して所定間隔を隔てて配置されている。裏当て部材4は、第1部材2と第2部材3との間に挟まれている。溶接金属5は、第1部材2と第2部材3と裏当て部材4とによって構成された開先に形成され、第1部材2と第2部材3と裏当て部材4とを接合する。
(もっと読む)
溶接用裏当て装置及びこれを用いた裏波溶接装置
【課題】装置自体が大掛かりとならず、ガスを略均一に開口部から噴射させて不活性ガスを経済的に使用でき、かつ溶接部位との位置合わせが容易となる溶接用裏当て装置、及び溶接装置と裏当て装置との位置合わせが容易となる裏波溶接装置を提供する。
【解決手段】溶接用裏当て装置は、突き合わせた板材の溶接部位に裏側から不活性ガスを噴射する溶接用裏当て装置10であって、前記溶接部位に前記不活性ガスを噴射するためかつ前記溶接部位よりも大きい開口部12を有する箱型の箱型本体11と、この箱型本体内部に不活性ガスを供給する不活性ガス供給部13と、前記不活性ガス供給部により前記箱型本体内部に供給した不活性ガスを分散して前記開口部から略均一に噴射するための、前記箱型本体に設けた分散構造とを有する。
(もっと読む)
タンク溶接用バックシールド治具
【課題】少量の不活性ガスで、短時間に空気を遮断し、溶接部裏面側の酸化を防止し、且つ小径の取出部からタンク外へ取り出し可能なタンク溶接用バックシールド治具を得ることである。
【解決手段】L字型形状の配管と、このL字型形状の配管の一端側に設けられたノズルと、L字型形状の配管の他端側に設けられた継手とを備えたタンク溶接用バックシールド治具であって、ノズルが、L字型形状の配管が挿入されたスリーブと、このスリーブのL字型形状の配管が挿入された第1の端面と対向する第2の端面に接続されたガス吹出体と、形状が折りたたみ可能な漏斗状であり、且つ窄み部がガス吹出体に固定されたフードとを備えたものである。
(もっと読む)
棒鋼の接合工法
【課題】端部間に位置する隙間内への溶接用線材の充填を確実にかつ簡単に行えるようにして作業性の向上およびコスト上昇を抑えることが可能な棒鋼の接合工法を提供する。
【解決手段】接合される棒鋼1,2の端部間に形成された開先部Wにおけるアークの照射側と反対側の位置に非溶接部材からなる裏当て部材4を押し当てた状態で保持し、この状態で上記裏当て部材4の開先部側の面から上記開先部の中央に向けて溶融金属の肉盛り部を設け、上記肉盛り部が設けられた後に上記裏当て部材4を取り除いて上記開先部Wの周囲から溶接用線材5を挿入して上記開先部W内全域に溶融した溶接用線材5を充満させることを特徴とする。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
接合用治具
【課題】金属要素同士の目開きを好適に防止しつつ、タブ板の設置作業を簡略に行うことができる接合用治具を提供することを課題とする。
【解決手段】金属要素W1,W2同士の突合部TWの端部にタブ板70を配置して熱加工による接合をする際に使用される接合用治具であって、タブ板70を支持する支持部13を有するとともに、当該支持部13に支持されたタブ板70を金属要素W1,W2へ向けて押圧する押圧手段30を備え、さらに、金属要素W1,W2の端部を突合部TWへ向けて押圧保持する保持手段40を具備したことを特徴とする。
(もっと読む)
71 - 80 / 138
[ Back to top ]