
国際特許分類[B23K37/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 溶融金属の位置ぎめのためのもの,例.望ましい区域内に保持するためのもの (138)
国際特許分類[B23K37/06]に分類される特許
51 - 60 / 138
裏当て部材及び溶接方法
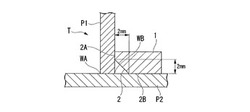
【課題】接合部に良好な裏なみを形成させることができ、鉄鋼部材の溶接品質を向上することができる裏当て部材及び溶接方法を提供する。
【解決手段】裏当て部材1は、断面略矩形の耐熱性を有する板状アルミナ(SiO2・Al2O3・MgO)からなる。裏当て部材1には、第一部材P1と接する第一側面2A及び第二部材P2と接する第二側面2Bと、第一側面2A及び第二側面2Bからそれぞれ2mm以下の長さで面取りされて他方の接合端WBに対向する角部2と、が配される。
(もっと読む)
溶接用エンドタブおよび溶接方法

【課題】アーク溶接によって母材同士を接合する際の継手不良を抑制し、溶接技能者の練度に依存することなく、健全な接合を可能にする溶接用エンドタブおよび溶接方法を提供することを目的とする。
【解決手段】第1の母材3をアーク溶接によって第2の母材5に接合する際に使用される非鉄製の溶接用エンドタブ1Aにおいて、第1の母材3の開先面7aに連なり、且つ溶接線Lに沿って延在する開先延長面19が形成された延長壁部21と、開先延長面19の終端で、溶接線Lの延長線ELに交差するように延長壁部21から突き出して設けられた湯止まり壁部25と、を備える。溶接用エンドタブ1Aを利用することで、溶接の開始点を開先延長面19上にシフトでき、開始点で生じやすい溶込不良などを第1の母材3の外側に逃がすことができ、第1の母材3と第2の母材5との溶接継手11は健全な状態で接合される。
(もっと読む)
コラム用裏当金
【課題】 本発明は、簡単に取り付けができ、溶接欠陥の原因であるコラムR形状部と裏当金のR形状部との隙間を小さくする調整ができる利点を持ち、かつ本溶接時に裏当金R形状部近傍で溶融金属の抜け落ちが発生しづらい裏当金を提供することである。
【解決手段】 本発明の裏当金1は、矩形枠状のR形状部2の外側面5より内側面6に突き抜け矩形枠状長手方向に平行状態に形成される切り込み3と、前記矩形枠状のR形状部2の外側面5より内側面6に突き抜け矩形枠状長手方向に平行状態に形成される切り込み3と交差方向に交差して前記矩形枠状裏当金1の一方の側面8を切断しスリットを形成する切り込み4と、が形成されている。この裏当金1はコラム9に収容され、前記切り込み4によって分離形成された締め付け部2Aと締め付け部2BをコラムR形状部10に沿うようにハンマーなどで叩くと締め付け部2Aと締め付け部2Bは変形して裏当金1のR形状部2とコラムR形状部10との隙間が適正幅まで小さくなるようになっている。
(もっと読む)
棒鋼のガスシールドアークエンクローズ溶接用裏当材
【課題】 本発明は、異形棒鋼等の棒状の被溶接材をその端部で突合せガスメタルアーク溶接する場合に使用される新規の裏当材を提供するものである。
【解決手段】 矩形板状のセラミックス部材であり、棒状被溶接材との当接面は凹凸のない平坦面であり、この面の側の矩形幅方向両端部に所定幅以上の非セラミックス繋止用粘着テープが添着され、前記当接面と反対側の裏面には矩形長手方向に直交する方向に所定角度以下の楔形溝が所定間隔以下に形成されていることを特徴とする棒状部材のガスシールドアークエンクローズ溶接用裏当材
(もっと読む)
プラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置
【課題】バックシールド治具に不活性ガスを充満させて裏波ビードの酸化を防止し、裏波ビード形状を安定できるプラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置を提供する。
【解決手段】バックシールド治具9とワーク2の間に隙間を設けて、治具9内の余剰な不活性ガスと、トーチ54からのプラズマ流をスムーズに外部に排出することにより、開先部21での上下からのガスの衝突を防止でき、スムーズにプラズマが開先部21を通過できる。これにより良好なプラズマアーク形状を得ることができ、酸化を防止しながら安定した裏波ビードを形成できる。
(もっと読む)
円周溶接用裏当て装置
【課題】円筒状のワークの重ね合わせ部を円周溶接する際に重ね合わせ部の内周に主裏当て金及び補助裏当て金を当接させる円周溶接溶裏当て装置の構成の簡素化を図る。
【解決手段】ワーク1A〜1Cの重ね合わせ部101,101′の内周に当接される主裏当て金2,2′と、主裏当て金をワークの径方向に変位させる拡縮機構4と、重ね合わせ部の内周に当接された主裏当て金相互間に形成された隙間内への補助裏当て金3,3′の挿入と、該隙間からの補助裏当て金の離脱とを行わせる円周溶接用裏当て装置において、ワーク内をワークの軸線方向に対して傾斜した方向に移動するスライダ31を設け、このスライダに補助裏当て金3,3′を固定して、主裏当て金相互間の隙間内への補助裏当て金3,3′の挿入及び該隙間からの補助裏当て金3,3′の離脱を、ワークの軸線方向に対して傾斜した方向から行うようにした。
(もっと読む)
プラズマ溶接法
【課題】被溶接物の端部にタブ板を取り付けてプラズマ溶接をする際、溶接トーチのインサートチップに溶融金属が付着することがなく、安定なアークが形成でき、良好な溶接ビードができるようにする。
【解決手段】被溶接物31、31の溶接線P上の端部にタブ板32、32を取り付けて被溶接物をプラズマ溶接する際、タブ板として、二つ割り構造のものを用い、このタブ板間の間隙E1、E2を1.5〜4.5mmとする。被溶接物間の間隙と前記タブ板間の間隙とを同一とすることが好ましい。また、タブ板として、被溶接物の溶接線上に直径1.5〜4.5mmの貫通孔を形成したものを用いることもでき、被溶接物間の間隙と前記タブ板の貫通孔の直径とを同一とすることが好ましい。
(もっと読む)
溶接用裏当て金
【課題】3次元方向へ容易に曲げることができる溶接用裏当て金を提供する。
【解決手段】鋼管よりなるコラム1とベースプレートまたはコラムとダイヤフラム2を突き合わせ溶接する際に使用する溶接用裏当て金であって、コラムの内周面に裏当て金本体3を取り付ける際、コラムのコーナ内周面に密着させる部分に、裏当て金本体を3次元方向に折り曲げ可能にするスリット群4を形成したもので、垂直方向のコラムに対し斜め方向にコラムを溶接するような場合でも、スリット群より裏当て金本体を3次元方向へ折り曲げることにより、1本の裏当て金本体で対応することができるため、複数の裏当て金を使用する必要がなく、これによって複数の裏当て金を、接続部分に隙間が生じないように加工する必要がないため、裏当て金本体の加工に要する工数を大幅に削減できる。
(もっと読む)
溶接用裏当て金
【課題】コラムに対して裏当て金本体を位置決めする位置決め手段が簡単に形成できる溶接用裏当て金を提供する。
【解決手段】鋼管よりなるコラム1とベースプレートまたはコラムとダイヤフラム2を突き合わせ溶接する際に使用する溶接用裏当て金であって、コラムの内周面に外周面が当接するようにコラムの断面形状に合わせて裏当て金本体3を形成し、かつ裏当て金本体の外周面に、コラムに対し裏当て金本体の取り付け位置を位置決めする位置決めピン4を、コラムの一辺に対し少なくとも1本植設したもので、コラムに裏当て金本体を仮付けする際の位置決めが容易かつ正確に行えるため、溶接作業の能率化が図れると共に、溶接するコラムのサイズに応じて位置決めピンを植設するだけでよいため、位置決めピンの設置が容易となる。
(もっと読む)
溶接用裏当て材とその製造方法
【課題】 ルート間隔の確保が容易で、かつ溶接不良が起こらない溶接用裏当て材を提供する。
【解決手段】 溶接用裏当て材1の板面12には、垂直面3を有する突起2が所定間隔で設けられる。溶接用裏当て材1は、幅方向一端面4がコラム28の側面6に当接され、突起2の垂直面3に、H形鋼14の端部に形成したルート面7が当接される。これにより、適正なルート間隔Xが確保される。開先隙間10において、溶接がなされるが、溶接時には突起2が溶け込むことになる。また、溶接用裏当て材1の幅方向略中央に形成した凹溝5に、溶接時にガスが逃げるので、ガスの残留による溶接不良が防止される。
(もっと読む)
51 - 60 / 138
[ Back to top ]