
国際特許分類[B23K37/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | このサブクラスの他のメイングループの1つのみによりカバーされる1つの工程に特に適合しない補助装置または方法 (802) | 溶融金属の位置ぎめのためのもの,例.望ましい区域内に保持するためのもの (138)
国際特許分類[B23K37/06]に分類される特許
101 - 110 / 138
溶接方法

【課題】裏当金の抜け落ち及び溶け落ちを確実に防止することができる溶接方法を提供する。
【解決手段】第1の被溶接材(ダイアフラム1)の端面に裏当金3の端面を当接させ、第2の被溶接材(梁フランジ)2の下面に裏当金3の上面を当接させて、開先部をアーク溶接する。このとき、裏当金3の端面がダイアフラム1の端面に重なる領域の上下方向の寸法であるかかり量に応じて、かかり量が小さい方が溶着金属量が少なくなるように、溶接条件を設定する。
(もっと読む)
インターナルクランプ装置

【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
エレクトロスラグ溶接用当金
【課題】溶接入熱を小さくしても開先の角隅に溶け残りなどの溶接欠陥が生じ難く、建築用ボックス柱の組み立て溶接に好適な、T型継手をエレクトロスラグ溶接する際に使用する鋼製の当金を提供する。
【解決手段】断面形状が一部に圧延による凹部の切欠きを有する矩形で、前記凹部の断面形状は、少なくともダイヤフラム側の端部近傍がどの位置においても1mm以上の曲率半径を有する曲線で構成され、更にはスキンプレート側の端部近傍がどの位置においても1mm以上の曲率半径を有する曲線で構成され、または、ダイヤフラム側の端部近傍のどの位置においても1mm以上の曲率半径を有する曲線と、前記曲線と連結し、スキンプレートと90゜以上の角度で交差する直線で構成されている。
(もっと読む)
無段変速機用プッシュベルトの支持リングの形成方法
基本材料のストリップを提供するステップと、ストリップをリング(8)状に曲げるステップと、溶接によりストリップの末端(21、22)を互いに固定するステップとを含む、無段変速機のプッシュベルトのリング(8)を製造する方法。形成されるリング(8)の縁部における不均一性を防止するために、ストリップの対向する側に配置される、溶接補助具(31、32)を適用する。溶接(41)は一方の溶接補助具(31、32)で開始され、この溶接(41)は他方の溶接補助具(31、32)で終了する。溶接工程の後、溶接補助具(31、32)をリング(8)から分離する。曲げられた多数のストリップを一列に配置し、単一の溶接動作による溶接で閉じることが可能である。さらに、一列に並ぶ複数のリング(8)の外側のリング(8)を溶接補助具として用いて、この列以外のリング(8)のみをプッシュベルトに適用することが可能である。 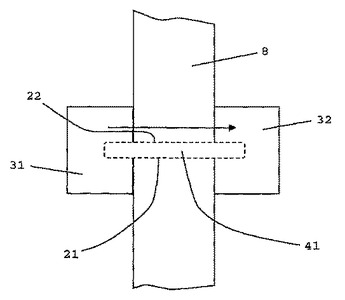 (もっと読む)
(もっと読む)
溶接装置
【課題】溶け落ちが発生しない溶接装置を提供することを課題とする。
【解決手段】ベース51と、ベース51に設けられ、アッパサッシュ(第1のサッシュ)54とサイドサッシュ(第2のサッシュ)55の断面を付き合わせた状態で、両者を保持する角度クランプ53、表面クランプ65(クランプ手段)と、アッパサッシュ(第1のサッシュ)54、サイドサッシュ(第2のサッシュ)55の断面と略直行する方向の軸を中心にベース51を回転させる回転手段と、アッパサッシュ(第1のサッシュ)54と前記サイドサッシュ(第2のサッシュ)55の突合せ部分の周面を溶接する溶接ロボットと、回転手段を駆動し、サッシュの突合せ部分の周面の溶接を行なう箇所が略水平となったら溶接ロボットを駆動して溶接を行なう制御手段とで構成する。
(もっと読む)
テンパービード工法
【課題】本発明は、母材中の硬化域の焼き戻しを簡便かつ確実に行うことができるようにして硬化域のない補修溶接を実現できるテンパービード工法を提供するものである。
【解決手段】本発明は、母材上に溶接により形成した初層上に、残層を1回以上溶接し、前記初層で生じた母材側の硬化域を前記残層の溶接熱によって焼き戻すテンパービード工法において、前記母材上に前記残層を溶接する際、既に形成した初層を縁取る形状の当て材を母材上に設置し、この当て材の内側面を基準として前記初層に重なるように溶接して前記残層を形成することを特徴とする。
(もっと読む)
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法
【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
(もっと読む)
立向上進溶接方法
【課題】 厚鋼板の大入熱溶接や高電流で高速度の溶接条件での立向上進溶接をする場合においても、鋼板と接する摺動銅当金面の耐摩耗性が優れ、長時間溶接が可能な立向上進溶接方法を提供する。
【解決手段】 摺動式の銅または銅合金製当金4および母材1により囲まれて形成された開先2を溶接する立向上進溶接方法において、前記銅または銅合金製当金の母材接触面にサーメット粉末またはWC粉末の溶射皮膜を形成したものを使用する。さらにこの上にNi基耐熱合金粉末またはCo基耐熱合金粉末の溶射皮膜を形成してもよい。またCo、Ni、Co合金またはNi合金の1種をめっきした後に、Ni基耐熱合金粉末またはCo基耐熱合金粉末の溶射皮膜を形成してもよい。
(もっと読む)
突合せ溶接方法
【課題】 簡単な構造の治具を用いて銅裏当ての密着性を保ち、裏波形状が滑らかで、はみ出しや割れなどの欠陥が生ない突合せ溶接方法を提供する。
【解決手段】 平板1(1A、1B)相互の開先部2,2を突き合わせて定盤3上の銅裏当て5の上部に配置し、その開先部2,2の突合せ溶接を行う方法であって、定盤3上の所定位置にライナ6(6A、6B)を配置し、銅裏当て5の下部に袋体4を設け、このライナ6と銅裏当て5の上部に平板1を配置しその上にウエイト9を載置して形成し、上記袋体4の内部へガスを圧入して膨張させることにより、上記銅裏当て5を押し上げて開先部2裏面に密着させて溶接を行う。
(もっと読む)
片面サブマージアーク溶接用裏当材
【課題】溶接熱から裏当治具を十分に保護することができると共に、裏当材のガス抜け性を向上させることができ、断熱性及び可撓性が優れていると共に、被溶接板に対する密着性が優れ、更には緩衝材としての性能も優れた片面ガスシールドアーク溶接用裏当材を提供する。
【解決手段】断熱材3の上に固形フラックス1が積層された裏当材本体と、この裏当材本体の断熱材3側の表面と裏当材本体の両側面の一部とを覆う粘着シート5とを有する。固形フラックス1の平均厚さは4mm以上8mm以下、断熱材3の厚さは2mm以上13mm以下である。粘着シート5は裏当材本体の両側面については、断熱材3側の表面から断熱材3の厚さtの1/2(=1/2t)以上の領域を覆い、固形フラックス1の断熱材3の反対側の表面から2mm以上の領域は粘着シート5で覆わない。
(もっと読む)
101 - 110 / 138
[ Back to top ]