
国際特許分類[B23P13/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 本質的には機械加工を伴なうが単一の他のサブクラスによって分類されない作業による金属物品の製造 (121)
国際特許分類[B23P13/00]の下位に属する分類
機械加工作業のみが重要なもの (21)
外形材の薄切りを伴なうもの
国際特許分類[B23P13/00]に分類される特許
91 - 100 / 100
加工装置

【課題】簡易な構造で製造コスト、運転コストとも安価な立体物製作装置を提供する。
【解決手段】デジタル情報として表現されている立体形状を、平行な複数の仮想的な平面で切断した断層形状の集合として表現する。その最も外側に位置する断層形状になるよう、板材を除去加工手段によって断面形状に含まれない不要部を除去し、断層形状を有する板材を作成する。この板材に接して新たに板材を接合した後に、次の断層形状に従って少なくとも外周部をその下部板材と実質的に連続接合し、不要な部分を除去加工してこの一層の断面形状の作成を行う。さらにそれに接して板材を重ね、同様に接合および外周部除去を行う。このような積層工程を必要回数繰り返して、断層形状が一体化した立体物を形成する際に、板材間の接合に摩擦攪拌接合を用いる。
(もっと読む)
高強度部品の製造方法および高強度部品

【課題】自動車の構造部材・補強部材に使用される部材のような高温成形後の強度に優れた部品およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.55%、Mn:0.1%〜3%以下の化学成分を含有する鋼板を用い、水素量が体積分率で10%以下、かつ露点が30℃以下である雰囲気にて、Ac3〜融点までに鋼板を加熱した後、フェライト、パーライト、ベイナイト、マルテンサイト変態が生じる温度より高い温度で成形を開始し、成形後に金型中にて冷却して焼入れを行い高強度の部品を製造した後に部品の一部を溶融して切断する加工を施す、もしくは、機械加工にて穴加工や部品周囲の切断を行う高強度部品の製造方法と、方法にて製造した高強度部品。
(もっと読む)
工作物に作動力を印加する装置
本発明は、作動シリンダ(92)を使用して、加工品に可動式力を適用するための装置に関する。本装置は、作動ピストン(9)、水力媒体を供給し得る駆動チャンバ、ガス媒体を供給し得る再循環チャンバ(86)、および作動ピストン(9)と協同する力伝達装置(5)を備える。これによって、できるだけ単純な技術的な構造によってできるだけ急速な加工品への作動力の伝達または印加を行なうことが出来る。 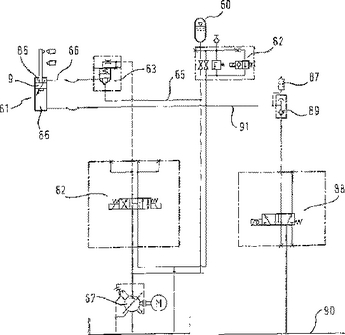 (もっと読む)
(もっと読む)
容器用キャップの製造方法、及び容器用キャップ
【課題】 連続した製造ラインを構成し、製造時間と製造コストの短縮、低減とを可能とした容器用キャップの製造方法、及びかかる製造方法による容器用キャップを提供すること。
【解決手段】 容器用キャップの製造方法を次のように構成した。
予め所定の塗装が施された板材を、第一のプレス機に搬送して外キャップの半製品となるようプレス加工で突部を形成する。そして第二のプレス機、更に第三のプレス機にて順次プレス加工を行い、外キャップと同等の形状の突部を板材に形成する。
最終のプレス機にて板材のプレス加工が終了したなら、外キャップの周囲を切断し、更に周縁の面取りを行い切断痕を除去する。このようにして形成した外キャップの内側に樹脂製の内キャップを取り付ける。内キャップは、容器の口部に螺合するネジ部を有する樹脂部材であり、溶融樹脂などを用いて外キャップの内側に確実に固着させる。仕上げられた容器用キャップは、品質検査を行い、異常がないことを確認して箱詰めし、出荷する。
(もっと読む)
コンロッド用分割装置
【課題】小型でかつコストダウンを図ることができ、しかも、分割条件を容易に変更することができるコンロッド用分割装置を提供する。
【解決手段】コンロッド大端部3に嵌合された第1および第2の押圧部材59,61を有する分割用治具(第1のスライダ51と第2のスライダ52)を備える。前記第1の押圧部材59と第2の押圧部材61の間に圧入される楔44を有する。重錘11の自由落下によって前記楔44を下方に加圧する加圧装置8を備えた。
(もっと読む)
管材の加工装置
【課題】
製造効率を大幅に向上させるとともに、製造コストを低減させ、さらに作業者の作業労力負担を軽減し得る管材の加工装置を提供する。
【解決手段】
管材の加工装置は、鋼管の長手方向の所定の離隔位置に該管の孔あけ、切欠、円弧板溶接等の加工部位を有する管材の加工装置である。該装置は、鋼管の転動方向に横送り搬送する搬入部と、送られた鋼管をその長手方向送りラインに沿って送る長手方向送り部と、長手方向送りラインの中途に設けられる加工部と、加工後の鋼管を受け取って鋼管の転動方向に横送り搬送する搬出部と、を備える。加工部は、長手方向送りラインの前段側に設けられた孔あけ・切欠・切断を含む切断類加工を行う切断類装置と、長手方向送りラインの後段側に設けられた円弧板の溶接装置と、を含む。
(もっと読む)
歯形形成部を有する部材の製造方法
【課題】 歯形成形前に適正な丈寸法に切削加工とバリ取りをし、歯形成形において端面を加圧しながら成形することにより、ネック工程を省略し、コスト削減とともに生産性向上及び品質安定化を図ることが可能な製造方法を提供する。
【解決手段】 歯形形成部を有する部材の製造方法において、ワークを所定の寸法に切削加工し、バリを除去する第1の工程と、第1の工程に続いて、ワークの歯形形成部の軸方向端面を所定の荷重で押圧すると同時に、絞り加工により歯形成形を行う第2の工程と、からなることを特徴とする。
(もっと読む)
パネル係止部の成形方法
【課題】 パンチダイでリブを完全に切除することができ、かつ、リブの高さを小さくできるパネル係止部の成形方法を提供する。
【解決手段】 まず、裏面にリブ6を有するパネル1を押出成形する。このリブ6には、頂面に形成したガイド溝6aと、その両側を一般部6bよりも幅広く形成した幅広部6cと、幅広部6cと一般部6bの側面を略平行にし、その境界部分の側面に形成した傾斜部6dとを形成しておく。そして、リブ6をその一部を残してパンチダイで切除し、次いで、残されたリブ6の頂面にタッピンねじ3のねじ込み孔7を形成する。
(もっと読む)
平板状成形物用金型の製造方法
【目的】 ファインピッチの直線状の溝を有する平板状成形物を製造するための金型を、寸法精度高く、短時間の切削加工で容易に得られるようにする。
【構成】 ロール1上に被切削金属層10を形成し、該ロールの軸1aを回転中心として被切削金属層10を回転させつつ該被切削金属層10に溝を切削加工し、その後被切削金属層10をロールから外して平板状にして平板状成形物用金型を製造する。
(もっと読む)
非鉄金属加工方法
91 - 100 / 100
[ Back to top ]