
国際特許分類[B23P13/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 本質的には機械加工を伴なうが単一の他のサブクラスによって分類されない作業による金属物品の製造 (121)
国際特許分類[B23P13/00]の下位に属する分類
機械加工作業のみが重要なもの (21)
外形材の薄切りを伴なうもの
国際特許分類[B23P13/00]に分類される特許
11 - 20 / 100
雌ねじ成形方法
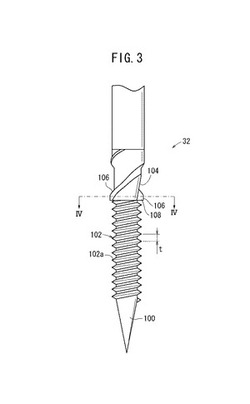
【課題】雄ねじの軸力を向上させることができる雌ねじを成形する雌ねじ成形方法を提供する。
【解決手段】ワーク12に対して孔110を成形する先端に設けられた孔成形部100と、孔成形部100に対して連続して設けられたねじ成形部102と、ねじ成形部102の後端側に設けられた刃部108と、を有する加工ツール32を回転させながらワーク12に押圧することで雌ねじを成形する雌ねじ成形方法であって、孔成形部100によってワーク12に孔110を成形する孔成形工程と、ねじ成形部102によって孔110に雌ねじ14を成形する雌ねじ成形工程と、雌ねじ14の入口部分を刃部108によって除去してザクリ114を成形するザクリ成形工程とを有する。
(もっと読む)
スメルトスパウト及びその製造方法

【課題】肉盛溶接層の割れ発生を抑制し、寿命を向上させたスメルトスパウト及びその製造方法を提供する。
【解決手段】スメルトスパウト1は、肉盛溶接層3を表面に有する内板2と外板4との間に冷却水路8が形成されている。このスメルトスパウト1は、主として、平板20の表面に肉盛溶接層3を形成する肉盛溶接工程と、肉盛溶接層3が表面に形成された平板20を焼鈍する焼鈍工程と、凹状に湾曲した内板2が得られるように、焼鈍された平板20に対して曲げ加工を行う曲げ加工工程と、内板2との間に冷却水路8が形成されるように、内板2に外板4を取り付ける外板取付工程とによって製造される。
(もっと読む)
切欠き疲労強度に優れた高強度鋼製加工品及びその製造方法
【課題】 鍛造温度や鍛造加工率等に依らず、化学組成の成分添加量及び熱処理条件を制御することによって、高切欠き疲労強度を有する超高強度低合金TRIP鋼(TBF鋼)からなる高強度鋼製加工品の提供。
【解決手段】 C:0.15〜0.25%、Si:2.5%以下(0%を含まない)、Mn:0.5〜2%、Cr:0.5〜1.5%、Mo:0.5%以下、Nb:0.1%以下を含有し、かつ、下記式により規定される炭素当量(Ceq)が0.65%以上0.75%未満で、残部Fe及び不可避的不純物からなり、さらに金属組織は、母相組織がラス状ベイニティックフェライトを全組織に対して体積率で65%以上と、ポリゴナルフェライト及びグラニュラーベイニティックフェライトを合計で全組織に対して体積率で5%以下含有し、第2相組織が残留オーステナイトを全組織に対して体積率で5〜20%と、マルテンサイトを全組織に対して体積率で10%以下含有する、切欠き疲労強度に優れた高強度鋼製加工品。
記
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
(もっと読む)
無端ベルトの製造方法及び装着方法
【課題】広い範囲にわたって設置されるベルト装置に容易に金属製無端ベルトを供給し又は装着することを可能にする手段を提供する。
【解決手段】無端スチールベルトの製造においては、専用の加工施設で、ベルト材料1の第1の広がり面2を、両端の非研磨部3、4を除いて研磨し、所定の研磨量の研磨部Pを形成する。次に、ベルト材料1をボビンに巻き付けて、加工施設からベルト装置の配設場所へ輸送する。ベルト装置の配設場所では、両端部が下側のベルト走行位置に位置するようにベルト材料1をベルト装置のドラムに巻き掛ける。次に、ベルト材料1のベルト長手方向の長さが所定のベルト有効長となるように各非研磨部3、4の一部を切除した後、両端部を溶接してベルト材料1を無端ベルトにする。この後、無端ベルトの第1の広がり面2の研磨部P以外の部分を、研磨部Pと同一の研磨量となるように研磨する。
(もっと読む)
ヨークシャフト製造方法及びそのヨークシャフト
【課題】この発明は、ヨークシャフトとして高い強度を確保することができるとともに、製造コストの低減を図ることができるヨークシャフト製造方法及びそのヨークシャフトの提供を目的とする。
【解決手段】管素材1の一端側を他端側より小径に絞り加工して、該管素材1の一端側にシャフト部A2を一体的に形成する。かつ、該管素材1の一端側周壁内面に沿ってスプラインのメス型部1dを形成する。一方、管素材1の他端側に、該管素材1の他端側を長手方向と直交する方向に塑性変形させて矩形状のヨーク成形部1bを一体的に成形した後、該ヨーク成形部1bの対向する幅広側周壁にU字状の切欠き部1eを切欠き加工し、該ヨーク成形部1bの対向する幅狭側周壁に丸形状の孔部1fを穴開け加工して、管素材1の他端側にU字状のヨーク部A4を一体的に成形するヨークシャフトA1の製造方法である。
(もっと読む)
管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器
【課題】管台用部材が容易に基材に対して位置決め可能であって溶接後にあっても管台用部材と基材とを高精度に接合できる管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器を提供すること。
【解決手段】管台となる管台用部材は基材に固定可能な固定部を有する。また、固定部により基材に管台用部材を仮固定する仮固定工程と、仮固定された管台用部材と基材との隙間の少なくとも一部を溶接により接合させる接合工程と、溶接後の管台用部材から基材にかけて開口する開口工程と、を有する管台接合方法とする。この本発明は、予熱を加えずに簡単に位置決めすることができるので、管台用部材と基材とを高精度に接合できる。
(もっと読む)
抵抗溶接用電極の製造方法
【課題】高精度の抵抗溶接用電極を低コストに量産可能とする。
【解決手段】基端面4にシャンク9嵌合用の孔部5が開口し、先端側2に金属板との当接部5が設けられた抵抗溶接用の電極1を、円柱状の電極素材10から製造するための方法である。電極素材10の一端面11に、孔部5の下孔12を形成する下孔形成工程と、電極素材10の他端面13との対向領域に凹部26が設けられた外形成形型25の内周に電極素材10を配置し、その状態で下孔12に対して孔部成形型23を押し込み、電極素材10を外形成形型25及び孔部成形型23に沿わせて塑性変形させることにより、電極素材10から、電極1形状に粗成形された中間成形体10’を得るプレス工程と、凹部26に電極素材10の肉が流入することで中間成形体10’に形成された凸部14を研磨することにより、所定形状の当接部3を得る研磨工程と、からなる。
(もっと読む)
パワートレイン製品の製造方法
【課題】インラインで防錆処理を行っても、異物の残留等の問題を生じないパワートレイン製品の製造方法を提供する。
【解決手段】棒状の素材10を鍛造し未加工ベース20とする鍛造工程と、前記未加工ベース20に焼ならし、焼戻しを施す焼ならし焼戻し工程と、前記焼ならし、焼戻しを施した未加工ベース20の外形を切削し外形加工ベース30を得る外形切削工程と、前記外形を切削した外形加工ベース30に表面処理を施す表面処理工程と、前記表面処理を施した外形加工ベース30の内形を切削し、製品ベース40を得る内形切削工程と、前記内形を切削した製品ベース40に機能部品を組付ける部品組付工程を順に備えることを特徴とするパワートレイン製品の製造方法。
(もっと読む)
凹状部材の製造装置
【課題】偏肉不具合を防止することにより、不良品の発生を抑制することができる凹状部材の製造装置を提供する。
【解決手段】有底孔Waを有する凹状部材Wを製造する製造装置であって、コイル材回転用ローラによってコイル材から繰り出されたパイプ材W1及び中実材W2をそれらの端面が同軸上で突き合うようにガイドする固定チャック31a,31bと、固定チャック31a,31bによってガイドされたパイプ材W1及び中実材W2を把持可能なチャック爪32a,32bと、チャック爪32a,32bによって把持されたパイプ材W1と中実材W2との間の端面突き合わせ部Wbを接合するレーザ溶接ヘッド38eと、レーザ溶接ヘッド38eによって接合されたパイプ材W1及び中実材W2をその端面突き合わせ部Wbを跨ぐように切断して凹状部材Wを形成する砥石36a,36bとを備える。
(もっと読む)
タッピング加工及びレーザ加工方法、ワーク支持装置並びに複合加工機
【課題】スキッドとタップとの干渉を回避してタッピング加工を行うことのできる加工方法、ワーク支持装置、複合加工機を提供する。
【解決手段】板状のワークを支持する複数のスキッドのスキッド列を適宜間隔に備えたワーク支持テーブルの上方位置に、レーザ加工ヘッド及びタッピング加工ヘッドを備えた複合加工機によって前記ワークに対して加工を行う加工方法であって、前記スキッド列とタッピング加工位置とが一致しているタッピング加工位置よりも、前記スキッド列と位置がずれているタッピング加工位置のタッピング加工を先に行った後、前記スキッド列と一致しているタッピング加工位置を前記スキッド列からずらすために、前記ワークをスキッド列に対して直交する方向へ水平に位置をずらし、スキッド列から位置ずれしたタッピング加工位置のタッピング加工を行った後、前記ワークから製品を分離するためのレーザ加工を行う。
(もっと読む)
11 - 20 / 100
[ Back to top ]