
国際特許分類[B23P13/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 本質的には機械加工を伴なうが単一の他のサブクラスによって分類されない作業による金属物品の製造 (121)
国際特許分類[B23P13/00]の下位に属する分類
機械加工作業のみが重要なもの (21)
外形材の薄切りを伴なうもの
国際特許分類[B23P13/00]に分類される特許
31 - 40 / 100
高硬度材の加工装置及び加工方法
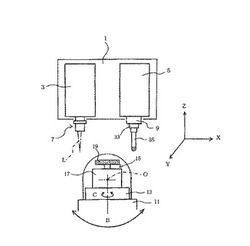
【課題】高硬度材でなる工具やワークを比較的簡単に加工できる複合加工装置と加工方法を提供する。
【解決手段】主軸台1にレーザ加工ヘッド3と機械加工ヘッド5を取り付け、テーブル13上には研削装置15を取り付け、主軸台1とテーブル13との間でX、Y、Z、B、C軸方向の相対移動が可能な送り軸装置を設ける。工具素材35をテーブル13に取り付けてレーザ加工ヘッド3によって荒加工後、工具素材35を機械加工ヘッド5の主軸9に取り付けて回転させ、研削装置15の砥石車19を回転させながら工具素材35に接触させ、X、Y、Z、B、C軸を移動させて工具素材35の先端刃部を整形仕上げし、刃付け加工する。
(もっと読む)
管状部品を溶接する方法

【課題】管状部品を接合する簡易化された方法を提供する。
【解決手段】2つの管状部品10、14に一体型端部蓋11、15が提供される。端部蓋11、15は当接する関係で配置され、圧力を加えられて密着状態に保持され、その間管状部品10は回転される。圧力が加えられ、そのことにより摩擦熱が発生する。2つの端部蓋11、15の間の接触面に摩擦溶接接合部18が生じる。溶接工程を完了すると、つぎに機械加工工具が管状部品のいずれかの内部穴(12または16)を通過する。機械加工工具は接合された端部蓋11、15を切削して貫通させ、接合した部品を貫通した単一の均一な穴を形成する。さらなる後処理作業で、押し出されたばり20は外面13、17から取り除かれる。
(もっと読む)
ステンレス鋼板製溶接ナットの製造方法及び該製造方法に使用する打抜きパンチ
【課題】薄くて、ねじ呼び径M1.6前後の通称マイクロねじと呼称される小寸法の溶接ナットをステンレス鋼板の打抜き加工により容易に製造することができるステンレス鋼板製溶接ナットの製造方法及び該製造方法に使用する打抜きパンチを提供することを目的とする。
【解決手段】ナットの高さとほぼ等しい厚みを有するステンレス鋼板の素材20にねじ下穴22を打抜き加工する工程と、素材20にねじ下穴22を中心にナット外形を打抜き加工してナット本体23を成形すると同時に、ナット本体23の底部外周部位に複数の溶接突起24を成形する工程と、ナット本体23のねじ下穴22の内周部に雌ねじ25を加工する工程とを含むことを特徴とするステンレス鋼板製溶接ナットの製造方法である。ナット外形を打抜き加工するのに使用する打抜きパンチ5は、下端外周部に溶接突起24を成形する複数の切欠き凹部8が設けられている。
(もっと読む)
鍛造材からなる延性金属製部品の破断面開始部形成方法
【課題】鍛造材からなる延性金属製部品の破断面開始部を低コストで形成する方法を提供する。
【解決手段】鍛造材からなる延性金属製部品の破断面開始部に対応する部分に溝部11を形成する第1のステップと、溝部11の底の部分を少なくとも焼入れする第2のステップと、を有する鍛造材からなる延性金属製部品の破断面開始部形成方法により、従来のように高価なレーザー装置や専用のブローチ盤を用いずに鍛造材からなる延性金属製部品の破断面開始部を低コストで形成する。
(もっと読む)
金属製部品及びその製造方法
【課題】破断部の曲げ剛性を高め、分離荷重を高めることのできるコンロッドと、その製造方法を提供する。
【解決手段】コンロッド部材の貫通孔の両側部位を破断してロッド部とキャップ部とに分割され、分割部後にそれらが締結部材により締結されるコンロッドにおいて、 1対の破断部の各々の断面形状における貫通孔の軸心と直交する径方向長さH1,H2が貫通孔の軸心方向幅B1,B2よりも長く設定され、ロッド部とキャップ部を締結する締結部材を挿通させる為の挿入孔8が形成され、挿入孔8の近傍の内径側部分には、この内径側部分よりも大径の大径側部分よりも貫通孔の軸心方向幅B1,B2が大きく設定された幅拡張部E1,E2が形成されている。
(もっと読む)
雌ねじ加工装置及び雌ねじ加工方法
【課題】高強度の雌ねじ部を形成する。
【解決手段】雌ねじ加工装置10は、金属板における雌ねじ15を形成するブッシュ加工位置Pを加熱するアーク加熱機46と、ブッシュ加工位置Pに肉盛りするフィラー送給機44と、金属板に雌ねじ15を形成する加工ツール60と、該加工ツール60を冷却する冷却ユニット62と、加工ツール60を回転させるスピンドルモータ52と、加工ツール60を進退させる昇降モータ36とを有する。アーク加熱機46による加熱を停止し、冷却ユニット62による冷却を継続し、加工ツール60を回転させながら金属板に挿入し、加工ツール60で金属板を急冷しながら雌ねじ15を成形する。加工ツール60は、チャック58により着脱自在であり、冷却ユニット62は、チャック58を介して間接的に加工ツール60を冷却する。
(もっと読む)
ねじ付きブラインドインサートの製造方法
【課題】高荷重の用途に適合した強度を有するねじ付きブラインドインサートの製造方法と雌ねじ付きブラインドインサートを提供する。
【解決手段】ねじ付きブラインドインサートを金属から製造する方法であって、冷間成形処理によって、雌ねじを除いて前記インサートを少なくとも部分的に成形する冷間成形段階と、雌ねじを切るねじ切り段階と、据え付け中の後変形を促進するために、前記インサートの適当な部分の焼き鈍しを行う段階とを含む。
(もっと読む)
無端ベルト、その製造方法およびベルトマシン
【課題】製造が容易であり、ロールへの取り付けが容易であり、長期間使用しても外周面に全周凹歪が発生しにくい無端ベルトおよびその製造方法、および無端ベルトのロールへの取り付けが容易であり、長期間使用しても無端ベルトの外周面に全周凹歪が発生しにくいベルトマシンを提供する。
【解決手段】ステンレススチール製の無端ベルト16を駆動ロール12および従動ロール14に掛け渡したベルトマシン10であって、無端ベルト16が、両面が研磨されたステンレススチール製の帯状の板を駆動ロール12および従動ロール14に掛け渡し、該板の長さ方向の端部同士を接続したものである。
(もっと読む)
抜き型の製造方法および抜き型
【課題】製造効率に優れ、かつ、きわめて優れた帯刃部の形状精度を有する抜き型の製造方法と上記製造方法によって得られた抜き型を提供する。
【解決手段】切削加工により所定のパターンを有する帯刃部13を形成すること、および、該帯刃部において帯刃がなす頂点部分近傍の内側の切削加工の切削残部に、超短パルスレーザーを照射して該切削残部を除去することを含む、抜き型の製造方法と、上記製造方法によって得られた抜き型が得られた。
(もっと読む)
アルミニウム合金厚板およびその製造方法
【課題】半導体関連装置部材に好適な、板厚精度および平坦性が良好であり、さらに、表面欠陥を抑制することができるアルミニウム合金厚板、およびその製造方法を提供する。
【解決手段】所定成分のアルミニウム合金を溶解し(溶解工程S11)、水素ガスおよび介在物を除去し(脱水素工程S12、ろ過工程S13)、鋳造して鋳塊とする(鋳造工程S14)。この鋳塊を、必要に応じて熱処理により均質化し(均熱処理工程S20)、所定厚さに熱間圧延し(熱間圧延工程S30)、切断し(切断工程S50)、表面を平滑化して仕上げる(平滑化処理工程S70)。また、必要に応じて歪矯正(矯正工程S40)や焼鈍等の熱処理(焼鈍工程S60)を施してもよい。得られたアルミニウム合金厚板は、表面の平坦度が圧延方向長さ1m当たり0.2mm以下であり、板厚バラツキが所望板厚の±0.5%以内であることを特徴とする。
(もっと読む)
31 - 40 / 100
[ Back to top ]