
国際特許分類[B24B19/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 他のメイングループのどれにも分類されない特定の研削加工用専用機械または専用装置 (292) | 溝,例.シャフトの溝,ケーシングの溝,チューブの溝,調和運動連結要素の溝,を研削するもの (118)
国際特許分類[B24B19/02]の下位に属する分類
国際特許分類[B24B19/02]に分類される特許
21 - 30 / 71
油溝形成方法
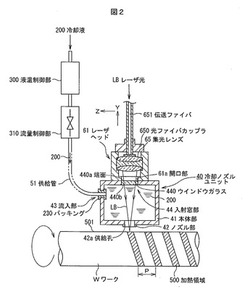
【課題】狭い間隔でも硬化部と軟質部のパターンが形成でき、これにより潤滑性能に優れた油溝を形成する油溝形成方法を提供する。
【解決手段】熱処理加工されるワークWを回転させて回転軸方向に所定の送りピッチPで送り動作させながら、所定のパワーでワークWの外周面上をレーザ光LBで照射して加熱するレーザ加熱工程と、ワークWのレーザ光LBが照射される加熱領域に、レーザ加熱工程と同時に冷却液を供給してワークWを冷却する冷却工程と、レーザ加熱工程及び冷却工程の後に、ワークWの外周面上を弾性砥石により加工を施す加工工程と、を行なうことによりワークWの外周面上に油溝を形成する方法とする。
(もっと読む)
トリポード型等速自在継手のトラック溝の研削方法

【課題】トリポード型等速自在継手のアウタ部材のトラック溝であり長手方向に交差する断面において側面が湾曲しているトラック溝を高精度に研削する。
【解決手段】円板状の回転砥石24を、回転砥石24の側平面28をトラック溝12の底面16に対向させて配置し、回転砥石24の外周面26でトラック溝12の側面14を研削する。回転軸を含む断面における回転砥石24の外周面26をトラック溝12の望ましい側面形状とすることによって、トラック溝12の側面14を所望の湾曲形状に研削することができる。回転砥石24をアウタ部材10の開口部から奥へ移動させながらトラック溝の底面16を研削し、回転砥石24をアウタ部材10の奥から開口部へ移動させながら回転砥石24の側平面28でトラック溝の側面14を研削する。回転砥石24の外周面26と側平面28に同時に負荷が加わらないので、トラック溝12を高精度に研削することができる。
(もっと読む)
セラミックハニカム構造体成形用金型の加工装置および加工方法
【課題】 坏土供給穴とこの坏土供給穴に連通する成形溝とを有する成形用金型の加工装置及び加工方法であって、金型素材に坏土供給穴を形成した後、治具に取り付けた金型素材に、円形薄刃砥石により成形溝を加工するにあたり、(a)成形溝の形成に伴って次々と発生する研削屑を成形溝の底部に残すことがなく、(b)研削屑を除去するために大型のポンプを必要とせず、しかも研削屑がポンプ内に詰まることがなく、(c)金型の製作効率を向上する、成形用金型の加工装置及び加工方法を得る。
【解決手段】 成形溝を形成する溝形成面と前記坏土供給穴を設ける穴加工面とを表裏に有する金型素材をセットする治具台を有し、前記治具台は、加圧室を有するとともに、前記加圧室を切削水で充満し前記切削水を0.01〜1MPaで加圧する加工装置。
(もっと読む)
ベルトスリーブの溝形成方法、及び、ベルトスリーブの溝形成装置
【課題】ベルトスリーブの外周面に、所定形状の溝を短時間で形成することが可能な、溝形成方法及び溝形成装置を提供すること。
【解決手段】まず、ロール21,22により走行されるベルトスリーブ1の外周面に切削刃物26を当接させて、外周面にスリーブ周方向に延在する予備溝9を切削形成する。次に、ベルトスリーブ1の外周面に前記予備溝9に対応した形状の凸部28aを有する研磨砥石28を当接させて、予備溝9の内面を含むベルトスリーブ1の外周面を研磨することにより、予備溝9からV溝8を形成する。
(もっと読む)
研削加工方法および研削加工装置
【課題】研削焼けの防止に好適な研削加工方法および研削加工装置を提供する。
【解決手段】ワークWの外周のX方向に沿って研削する研削加工方法および研削加工装置において、前記X軸とこのX軸に対して直交するY軸とから構成されるX−Y平面内においてY軸に対して傾斜させて砥石軸2を配置すると共に前記砥石軸2に砥石車3を支承させ、前記砥石台1をX軸方向に往復移動させると共に、前記砥石車3のX軸方向の移動方向前方側からワークWへの研削点に回転方向ノズル5A,5Bにより研削液を供給して、前記ワークW外周を研削するようにした。
(もっと読む)
溝車のロープ溝加工装置およびロープ溝加工方法
【課題】付加加工を行わず、除去加工のみでロープ溝の成形を行い、ロープを外すことなくロープ溝の加工及び修正加工を短時間で実施することができる溝車のロープ溝加工装置及びロープ溝加工方法を提供する。
【解決手段】溝車1のロープ溝内で研削砥石11を回転させてロープ溝を加工する加工装置と、前記加工装置を前記溝車の半径方向に移動し得るように支持する半径方向可動器34と、前記研削砥石の温度を測定する温度測定装置20と、前記温度測定装置の測定値から温度勾配を算出する温度勾配演算器23と、前記加工装置の研削負荷を測定する負荷測定装置22と、前記研削砥石の温度及び前記温度勾配並びに前記研削負荷にもとづいて前記加工装置の切り込み量を設定する演算装置25とを備えた構成。
(もっと読む)
導波路成形用型の研磨治具
【課題】導波路を成形する型の凸部の面の高精度な研磨を容易に行うことができる研磨治具を提供する。
【解決手段】凹部32の各面が別々の部材に具備されるように研磨治具30を分割可能にすることにより、凹部の各面を高精度に仕上げることができる。研磨治具30が第1、第2及び第3の治具部材34、36及び38に分割可能であり、第1治具部材34が凹部32の側面32a、第2治具部材36が凹部32の底面32b、第3治具部材38が凹部32の側面32cをそれぞれ備える。
(もっと読む)
金型部材の加工方法、金型部材の製造方法、押出ダイス、押出材の製造方法及び押出材
【課題】微細な放電加工形状を有する金型部材の前記微細形状部分の溶融残留層(加工変質層)を、均一に精度良く除去することができ、長寿命化、高機能化を図ることができる金型部材の加工方法等を提供する。
【解決手段】金型部材1における放電加工された加工部分12の表面26に生じている溶融残留層を、ワイヤ放電研削法により製作されたツール70を用いて除去する。ワイヤ放電研削法によれば、加工精度が高く高硬度で微小なツールを製作することができ、このツールを用いて、放電加工によって加工部に生じた溶融残留層を除去するから、該溶融残留層を均一にまた高精度に除去することができる。
(もっと読む)
キャピラリーの製造方法
【課題】 管の直径が小さく且つ長さが長いキャピラリーを安定的に精度良く、且つ量産性を高く製造する為の製造方法の提供。
【解決手段】 キャピラリーの製造方法は、原材料から一つの切り出し材11を切り出す工程と、原材料から一つの切り出し材11を切り出す工程で、切り出したときに得られる切り出し面22を有する略同一形状なもう一つの切り出し材11を切り出す工程と、切り出し面22を鏡面に研磨する工程と、切り出し面22を有する2つの切り出し材11を、切り出し面22に対して断面が半円形の溝35を加工する工程と、2つの切り出し材11の溝を合わせて固定する工程からなる。
(もっと読む)
球体加工用ビトリファイド砥石の溝成形方法
【課題】ビトリファイド砥石を固定盤として使用し、球体研磨を開始するまでの工程数,手間,時間を減少させると共に、最良の研磨能力で加工できるようにする。
【解決手段】
固定盤と回転盤からなる球体研磨機構を用い、固定盤として使用される切り欠き9を有した溝成形の施されていないビトリファイド砥石10の該切り欠き部9にはめ込み部材14を嵌め込んで円盤状とするか又は円盤状のビトリファイド砥石を回転側に回転盤として取り付け、一方、所定の切り欠き・溝成形が施された鋳物盤を固定側に取り付け、互いに対向する研磨面間に所定寸法の球体を加圧挟持し、回転側を固定側に対して相対的に軸回転させることにより、球体を研磨すると共に、溝成形の施されていない前記回転側に取り付けたビトリファイド砥石に所定寸法の溝成形を施し、その後、はめ込み部材を外すか、又は溝成形後に切り欠き加工を施し、溝を有する固定盤を得る
(もっと読む)
21 - 30 / 71
[ Back to top ]