
国際特許分類[B24B33/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | ホーニング機械または装置;そのための付属装置 (199) | 回転内表面,例.円筒状内面または円錐状内面,を加工するために製作されたもの (93)
国際特許分類[B24B33/02]に分類される特許
1 - 10 / 93
ホーニング加工方法
【課題】ホーニング加工で孔の内周面をテーパ形状に精度よく仕上げると共に上記内周面にクロスハッチ状の加工痕を高精度に形成し、かつ当該仕上げ加工を効率よく短時間で実施する。
【解決手段】ワークとなる孔2の内周に配置したホーニングヘッド11を回転させつつ孔2の軸方向一方に沿って移動させるときのみ、砥石14を外径側に移動させて孔2の内周面3に所定の圧力で押し当てることで研削を行うと共に、上記押し当て動作を伴う研削をホーニングヘッド11の回転方向を切替えて繰り返す。また、ホーニングヘッド11の軸方向一方への移動を伴う研削が終了した際、ホーニングヘッド11の回転駆動を切断すると共に、砥石14による内周面3の研削が進行しない程度の押し当て状態(押し当て圧P’)を維持することで、惰性回転中のホーニングヘッド11を制動する。
(もっと読む)
シリンダブロックのボア加工方法及びこれに用いられるダミーヘッドユニット

【課題】シリンダブロックのボアを高い真円度で加工する。
【解決手段】ウォータージャケット溝4の内周に規制部材30を挿入することにより、ボア周壁5が規制部材30により外径側から支持されるため、ボア内周面3aを加工する際の外径向きの加圧力Pによるボア周壁5の外径方向への変形が規制され、ボア3の真円度の低下を防止することができる。
(もっと読む)
ホーニング加工用装置
【課題】マシニングセンタを用いたホーニング加工を低コストで実施可能にする。
【解決手段】定量ホーニング用と定圧ホーニング用の2種類の砥石3A、3Bのいずれか一方を選択的に外周部から突出させ得るホーニング工具2を回転可能に保持し、回転しつつ回転軸方向に進退動可能な主軸4を有する工作機械の主軸4に装着され、主軸4の回転をホーニング工具2に伝達するホーニング加工用装置100であって、外部から空気が供給されることで空気圧が上昇する定量用空気室31と、定量用空気室31の空気圧を利用して定量ホーニング用砥石3Aをホーニング工具2の外周部から突出させるよう作動する定量拡張用部材11と、外部から空気が供給されることで空気圧が上昇する定圧用空気室14と、定量空気室14の空気圧を利用して定圧ホーニング用砥石3Bをホーニング工具2の外周部から突出させるよう作動する定圧拡張用部材12と、を備える。
(もっと読む)
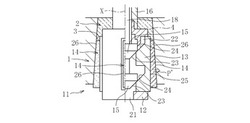
ホーニング加工方法
【課題】ホーニング加工でもって孔の内周面をテーパ形状に精度良く仕上げる。
【解決手段】砥石14の外周面26を、ホーニングヘッド11の直線移動方向に対してテーパ状に傾斜させると共に、孔2の内周に配置したホーニングヘッド11を孔2の小径側から大径側に向けて移動させるときのみ、砥石14を外径側に移動させつつ孔2の内周面3に押し当てることでホーニング加工を行う。
(もっと読む)
溶射皮膜形成方法及び溶射皮膜形成装置
【課題】溶射工程の後のホーニング工程で、溶射皮膜表面に形成される突起部の脱落を抑える方法を提供する。
【解決手段】ワイヤを溶融させた溶融金属を被溶射物の被溶射面に向けて供給して溶射皮膜を形成する溶射工程27と、溶射皮膜の表面に対してホーニング加工を施すホーニング工程31との間に、突起部除去工程29を設ける。突起部除去工程29は、溶射工程27でワイヤが溶融する際に発生した粗大な粒子が溶射皮膜に混入し、溶射皮膜の表面から突出するように形成された、溶融金属を含む突起部を、周囲の溶射皮膜の脱落を伴うことなく除去する。
(もっと読む)
加工装置
【課題】簡易な機構で加工部の加工直径を調節することができる加工装置を提供することを課題とする。
【解決手段】ドローバー引張機構90は、一端が主軸台20に揺動自在に係止されるレバー92と、このレバー92の他端と主軸台20の間に渡されピストンロッド94がほぼドローバー61に平行に延ばされレバー92を揺動させるレバー揺動シリンダ95と、レバー92の途中に揺動可能に止められドローバー61へ延ばされ軸受98を介してドローバー61の一端に連結される連結部材99とからなり、てこの原理でレバー92でドローバー61を軸方向へ移動させるようにした。
【効果】連結部材をレバーの途中に揺動可能に止め、レバー揺動シリンダでレバーを移動させるだけであるので、ドローバー引張機構を簡易且つ安価な機構にでき、装置全体としても簡易な機構で加工部の加工直径を調節することができる加工装置となる。
(もっと読む)
長尺ノズル内面加工装置
【課題】中心軸が鉛直に保持された長尺ノズルの内面加工部を、加工反力によるたわみが小さく、切り屑の影響を受けることなく、精度良く加工することができる長尺ノズル内面加工装置を提供する。
【解決手段】長尺ノズル1の上端に固定された駆動部10と、駆動部から長尺ノズル1の内面内に吊下げられ、内面加工部7より上方に位置決め可能であり、かつ中心軸3に対し線対称の第1中空貫通穴21を有する支持ヘッド20と、駆動部から第1中空貫通穴を通して下方に延び、支持ヘッドにより回転可能に支持され、駆動部により中心軸に沿って上下動可能であり、かつ中心軸を中心に上端部が回転駆動される中空円筒形の主軸30と、支持ヘッドより下方の主軸下端部に設けられた加工工具を駆動部により半径方向に移動可能な切込調整機構40とを備える。
(もっと読む)
ホーニング装置
【課題】電解ドレッシングを行うホーニング装置の稼働コストを抑制する。
【解決手段】ホーニング装置の回転工具13には、シリンダボアを研削するホーニング砥石11,12が設けられるとともに、工具ガイドのガイド穴に摺接するガイド部材40が設けられる。ガイド部材40は、工具本体21に固定される基礎部材41と、基礎部材41に固定される摺接部材42とによって構成される。基礎部材41の材料としてはセラミックス材料が用いられ、摺接部材42の材料としては超硬合金材料が用いられる。このようにガイド部材40を構成することにより、ガイド部材40に絶縁性および耐摩耗性を向上させることが可能となる。これにより、ホーニング砥石11,12に対する電解ドレッシングを可能とした上で、ガイド部材40の摩耗を抑制することができるため、ガイド部材40の交換サイクルを延ばして稼働コストを抑制することが可能となる。
(もっと読む)
シリンダボア内周面の加工方法
【課題】シリンダボア内周面にめっき皮膜を有するシリンダブロックであっても、シリンダヘッドを組み付け固定した状態におけるシリンダボア内周面の真円度を向上可能なシリンダボア内周面の加工方法を提案する。
【解決手段】シリンダボア内周面の加工方法は、シリンダボアを仕切るシリンダボア内周面を有するシリンダブロックを準備する素材準備工程S1と、シリンダヘッドを模擬するダミーヘッドをシリンダブロックに組み付けるダミーヘッド組付工程S3と、シリンダブロックにダミーヘッドを組み付けたままシリンダボア内周面の中ぐりを施す中ぐり工程S4と、中ぐり後のシリンダボア内周面にめっき処理を施してめっき皮膜を形成するめっき処理工程S6と、シリンダボアの断面形状が略真円形状になるようシリンダボア内周面にホーニングを施すホーニング工程S8と、ホーニング後のシリンダブロックからダミーヘッドを取り外すダミーヘッド取外工程S9と、を備える。
(もっと読む)
孔開口部における仕上げ加工工具及び仕上げ加工装置並びに仕上げ加工方法
【課題】加工コストを抑制して、安定した加工精度を得る。
【解決手段】孔の開口部に形成された末広がり面を仕上げ加工するための仕上げ加工装置であって、孔の壁面を仕上げ加工するための研磨部1と、該研磨部1を孔の軸線に沿った回転軸線Pを中心として回転させながら該回転軸線Pに沿って移動させる駆動部3とを備える。研磨部1は、回転軸線Pに対する拡がり角度の大きい状態と拡がり角度の小さい状態との間で姿勢変化可能に設けられている。孔への進入量が小さいときには、末広がり面における手前側の部分に研磨部1が当接するように、研磨部1は拡がり角度の大きい状態となる。孔への進入量が大きいときには、末広がり面における奥側の部分に研磨部1が当接するように、研磨部1は拡がり角度の小さい状態となる。
(もっと読む)
1 - 10 / 93
[ Back to top ]