
国際特許分類[B26F1/44]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | 切抜;型抜 (459) | 刃部;ダイ (242)
国際特許分類[B26F1/44]の下位に属する分類
組立式ナイフ (2)
国際特許分類[B26F1/44]に分類される特許
31 - 40 / 240
耐久性に優れた帯状打抜き刃用鋼板および帯状打抜き刃
【課題】良好な曲げ加工性を有し、かつ耐久性を更に改善した帯状打抜き刃を提供する。
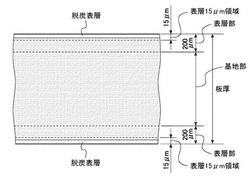
【解決手段】鋼板表面から200μmを超える基地部は、C:0.40〜0.80質量%、Nb:0.10〜0.50質量%を含有する化学組成を有し、ベイナイト中または焼戻しマルテンサイト中にセメンタイトからなる球状炭化物が1.0体積%以上存在し、かつ円相当径0.5μm以上のNb含有炭化物の存在密度が900μm2あたり10.0個以上である金属組織を有し、硬さが300〜450HVに調整されており、表層部にはフェライト単相組織からなる厚さ5μm以上の脱炭表層があり、表層15μm領域において円相当径0.5μm以上のNb含有炭化物の存在密度が900μm2あたり0〜5.0個である、耐久性に優れた帯状打抜き刃用鋼板。
(もっと読む)
打抜き刃型

【課題】 複雑な形状の成形品を効率よく打抜くことができる打抜き刃型を提供すること。
【解決手段】熱成形された樹脂シートを打抜いて該樹脂シートから成形品を切り出すべく用いられ、前記成形品の外周縁に相当する環形状に形成された抜き刃と、該抜き刃を支持する板状の刃台とを備え、打抜き時に前記成形品に当接される部材が前記抜き刃の内側にさらに備えられており、該部材は少なくとも一部が弾性体で構成されて成形品との前記当接によって圧縮変形可能に構成されており、且つ、成形品と接する表面に該成形品に対応する凹凸形状が形成されていることを特徴とする打抜き刃型を提供する。
(もっと読む)
ロータリーダイカッターのダイカットロール
【課題】ダイカットロールの刃型を、電極シートを貫通して樹脂フィルムの厚さの途中まで切り込ませるようにして電極シートを切断する場合でも、電極シートの製品となるワーク側にはヒゲは勿論、バリやカエリを生じさせずに確実に切断する。
【解決手段】ダイカットロール1の刃型2の断面が、ダイロール本体3の外周側に向かうに従いダイ軸線に直交する刃型中心線Cに向けて互いに接近するように傾斜した一対の傾斜面を備えた山型をなし、これらの傾斜面が刃型中心線Cに対してなす傾斜角度は、被加工物SにおけるワークW側を向く傾斜面2Aのワーク側角度αが、これとは反対のトリムT側を向く傾斜面2Bのトリム側角度βよりも小さく、トリム側角度βとワーク側角度αとの角度差β−αが15°〜35°の範囲内とされ、かつトリム側角度βとワーク側角度αとの角度合計α+βが30°〜60°の範囲内とされている。
(もっと読む)
ロータリーダイカッターのダイカットロール
【課題】ダイカットロールの刃型を、電極シートを貫通して樹脂フィルム厚さの途中まで切り込ませて切断する場合に、電極シートを確実に製品となるワーク側で切断できるとともに、切断されたワークにヒゲを生じさせない。
【解決手段】ダイカットロール1の刃型2の断面が、ダイロール本体3外周側に向かうに従いダイ軸線に直交する刃型中心線Cに向けて互いに接近するように傾斜した一対の傾斜面2A、2Bと、その外周側に連なって刃型中心線Cに直交するフラット面2Cとを備えた山型をなし、ワークW側を向くワーク側傾斜面2Aのワーク側角度αをトリムT側を向くトリム側傾斜面2Bのトリム側角度βより小さくし、ワーク側角度αは1°〜15°、トリム側角度βは10°〜45°の範囲内とし、フラット面幅Dは5.0mm以下とし、フラット面2Cとワーク側傾斜面2Aとを角度をもって交差させる。
(もっと読む)
成形品の打抜装置
【課題】打抜刃を簡易かつ迅速に成形品の輪郭に正確に一致させることができる成形品の打抜装置を提供する。
【解決手段】樹脂製シートSに対して真空成形や圧空成形を行って成形された成形品Mの輪郭Rに対応した大きさ及び形状の打抜刃22が立設された基板21と、該基板21を上載する底材23を備え、樹脂製シートSを下方側に押圧して打抜刃22によって樹脂製シートSから成形品Mを打抜く成形品Mの打抜装置20において、基板21の下面又は底材23の上面に表面から突出した複数のフリーベアリング24を設けて、基板21を底材23に対して水平方向に遊動自在にし、成形品Mの外形の勾配に応じた傾斜部25a,25bが形成されたガイド部材25を、基板21における打抜刃22の内側全周に設けた。
(もっと読む)
カッター
【課題】刃先を持つダイおよび刃先を受けるアンビルに硬質材料を用いて、両者に挟まれた板状のワークを切断加工するカッターで、耐摩耗性を従来使われているカッターより落とすことなく、カッター初期使用時のダイ刃先のチッピングを低減する。
【解決手段】アンビル11を二層以上の構造として、アンビル表面5をヤング率がEc(GPa)の硬質層としたうえで、その硬質層の厚さTc(mm)を 60≦Ec×Tc≦2160 の範囲とすることで、耐摩耗性と初期使用時の刃先のチッピング防止を両立できた。
(もっと読む)
成形シート打抜型
【課題】 成形シート打抜型を構成する打抜ユニットがシート材の形状に倣って容易に移動可能で、打抜刃によってシート材に傷が付かない成形シート打抜型の提供。
【解決手段】
成形シート打抜型を構成する打抜ユニット20を保持基板13上のスタッドボルト14に取り付ける。スタッドボルト14と台座17の取付穴34の間には、台座17の上面より背が高くスタッドボルト14より径の大きい管状部材36を緩挿する。台座17の下面のボールプランジャ40は、台座17の移動を用意ならしめる。内側ガイド部材28並びに外側の可動板25及びクッション材22を、内側弾性体29および外側弾性体19により支持し、打抜刃12に沿って保護シート32を設ける。トレイ11の下降により、凹部11aが内側ガイド部材28に当接し、打抜ユニット20がトレイ11に倣って移動する。ボールプランジャ40により打抜ユニット20は容易に移動する。
(もっと読む)
合成樹脂板の切断方法、及びその装置
【課題】一対の切断刃を使用して、ワークである合成樹脂板の表裏両面の端縁にバリの発生を防止して、アール面取り状態に切断可能にすると共に、ワークの残部に対して切断成形品を完全に分離して切断可能にする。
【解決手段】帯状の鋼刃を切断形状に曲げ成形した同一形状の一対の切断刃Ca,Cbを用いて、ワークWである合成樹脂板を当該切断刃Ca,Cbの形状に切断する方法であって、前記ワークWを挟んで前記一対の切断刃Ca,Cbを対向配置させておいて、当該一対の切断刃Ca,Cbを時間差を有して、又は同時に当該ワークW内に、各先端が接触することなく侵入させ、その後に、一対の切断刃Ca,Cbの位置関係を保持したままで、いずれか一方の切断刃Ca(Cb)をワークWに対して貫通させて、当該ワークWを前記切断刃Ca,Cbの形状に切断する。
(もっと読む)
打ち抜き刃
【課題】
打ち抜き品が排出通路に詰まらずに、かつ外部に散逸することがない打ち抜き刃を提供する
【解決手段】
排出通路Pの壁面の刃先からh(0.1mm≦h≦1.5mm)の距離に排出通路拡張段差gが形成され、排出通路拡張段差gの前では断面の内輪郭が打ち抜き品fの輪郭と同じまたは打ち抜き品fの輪郭よりも小さく、排出通路拡張段差gの後ろでは断面の内輪郭が打ち抜き品fの輪郭と同じまたは打ち抜き品fの輪郭よりも大きく、かつ、排出通路拡張段差gの高さが0.03mm以上であることを特徴とする。
(もっと読む)
抜き型
【課題】
打ち抜き対象が硬質・厚手であっても、打ち抜き品質を落とさずにかつ刃先を損傷することがない打ち抜きが可能な抜き型を提供する。
【解決手段】
刃12が金属基材11の表面から突出している削り出し刃を備え、上定盤と下定盤の何れかに配置して使用される抜き型1であって、削り出し刃の下に、上下方向に振動する超音波発生部が設けられている。超音波発生部4は、圧電セラミックからなり、接着材により抜き型の下部に取り付けられる。
(もっと読む)
31 - 40 / 240
[ Back to top ]