
国際特許分類[B26F1/44]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 穴あけ;押抜き;切抜;型抜;切断刃以外の手段による切断 (1,632) | 穴あけ;打抜;切抜;型抜;その装置 (1,314) | 切抜;型抜 (459) | 刃部;ダイ (242)
国際特許分類[B26F1/44]の下位に属する分類
組立式ナイフ (2)
国際特許分類[B26F1/44]に分類される特許
51 - 60 / 240
押し上げ装置
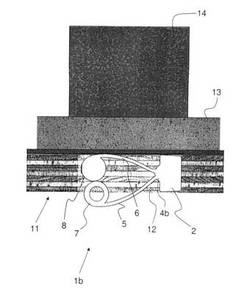
【課題】特に打ち抜き機または折り切り機において、様々な材料から成る打ち抜き部分または折り切れ部分、あるいは母材シートを、素早く、そして確実に押し上げ得る押し上げ装置を提供する。
【解決手段】第1バネ定数を有する第1バネ要素5、第2バネ定数を有する第2バネ要素6、及びそれらと共にツール11の保持スリット12に差し込むことができる保持ブロック2からなる。第1バネ要素5のバネ定数が第2バネ要素6のバネ定数より大きい。
(もっと読む)
抜き型ブロック

【課題】 トムソン刃を有する抜き型の一部に組み込む金属製の抜き型ブロックにおいて、彫刻刃のムラ取りを容易に行えるようにした抜き型ブロックを提供する。
【解決手段】 トムソン刃を有する抜き型の一部に組み込む金属製の抜き型ブロックにおいて、ブロック本体(23B)が複数の分割ブロック(23B−1〜23B−3)から構成され、該複数の分割ブロックには彫刻刃(23A)が連続するように形成されている一方、複数の分割ブロックはブロック本体の表面に対して上下の方向から連結・取外し可能な凹溝(24)と凸部(25)とによる継ぎ手で連結されており、複数の分割ブロックの各々が個別にムラ取り可能となっている。
(もっと読む)
刃の位置決め構造
【課題】 例えばトムソン刃を高い精度に位置決めできるようにした刃の位置決め構造を提供する。
【解決手段】 取付け板(10)には刃部材(11)を刃先部分(11A)を突出させて埋め込むとともに、位置決め治具(13)を埋め込む。刃部材の端縁には刃先部分を残して嵌込み段部(11B)を形成し、位置決め治具には位置決め溝(13B)を形成し、位置決め治具を刃部材の嵌込み段部に嵌め込み、刃部材を位置決め治具の位置決め溝に嵌め込み、刃部材の刃先部分を位置決め治具によって位置決めし固定する。
(もっと読む)
シート打ち抜き型用の面版
【課題】 シートの表層割れ等の外観不良や、シートの折り筋や凸ラインや凹ラインがはっきりせずに折り曲げ難いという問題点を解消しつつ、多量のシートを短時間で打ち抜くために必要な信頼性を確保し、シートの材質や厚みやその内部構成に応じた変更が容易な構造の面版を提供する。
【解決手段】 面版1は、押罫部材25に相対する位置に溝が形成された基板2と当該溝の複数個所の底面上に貼り付けられたテープ3とからなり、シート100を打ち抜くとともに折り筋101を付与する際に押罫部材25によって下方に押されたシート100の凸ライン102の頂部に対応した窪み3cが形成され、シート100の凸ライン102にテープ3が当接する構成となっている。
(もっと読む)
シート部材の打抜き装置
【課題】当て板やキャリアシートを使用しなくても、シート部材を打抜き刃で打ち抜くことができるようにする。
【解決手段】上型2及び下型3で構成され、上型は、シート部材に製品の輪郭線を打ち抜く形状で形成された打抜き刃23aが一体化されて下型に向かって設けられている鉄鋼材料から成るパンチプレート23を備え、下型は、パンチプレートに対向配置され、打抜き刃のシート部材に製品の輪郭線を打ち抜く形状から成る輪郭に沿った打抜き刃用溝31aが形成されている鉄鋼材料から成るダイプレート31を備え、打抜き刃用溝は、上型及び下型によるプレス加工時に打抜き刃が嵌まり込んでシート部材を打ち抜く際、シート部材が打抜き刃の押圧力によって撓んで打ち抜き不良にならないような溝幅で形成されている。
(もっと読む)
スチールパンチナイフ
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
シート部材のプレス用金型
【課題】金型の加工時間の短縮を図ることができ、さらには製造コストを下げることができ、而も金型の組替パーツの組替えを容易にする。
【解決手段】上型2及び下型3で構成され、上型2は、パンチ24が一体化されて下型3に向かって設けられているパンチプレート25を備え、下型3は、パンチプレート25に対向配置され、パンチ24が摺動可能に潜り込むパンチ穴34と、上型2がプレス機械のスライドによるプレス加工時の上死点から下降する際、パンチ24がパンチ穴34に潜り込む前にパンチプレート25に当接して当該パンチプレート25に一体化されたパンチ24がパンチ穴34との間に挿入方向の位置ずれを起こさないように弾発力を付与する複数の弾性体35とを備え、パンチ24は、プレス打抜き加工の際、パンチ穴34に潜り込んでシート部材に所定形状を切り抜くことができる高さに設定されている。
(もっと読む)
ダイカッターおよびその製造方法
【課題】エッチングしたり、DLC層を形成したりする際の加工特性を有効に利用して切れ味が良く耐久性に優れた刃部を有するダイカッターおよびその製造方法を提供する。
【解決手段】機械加工された刃を有するダイカッター1の刃先部11に、物理的イオンエッチングを行うエッチング工程と、DLC層を形成するコーティング工程とを、交互に複数回行うダイカッター1の製造方法。上記製法により得られるダイカッター1であって、刃先幅5μmに機械加工された刃を有するダイカッター1の刃先部11が刃先角度90〜120度、刃先幅0.1μm、初期切り込み荷重1.15N/mm刃長以下となされたものである(ただし、初期切り込み荷重は、0.3mm厚のJIS K 6732相当の軟質塩化ビニルシートを切断した際の単位刃長当たりの荷重とする。)。
(もっと読む)
カッター装置
【課題】ベアラ部を用いてアンビルロールをカッターロールに追従させて回転する際に、その追従性を高める。
【解決手段】搬送方向に搬送される吸収性物品のワークを切るカッター装置である。ワークを切るカッター刃が外周面から突出して設けられたカッターロールと、カッターロールの外周面に対向して配された外周面によってカッター刃を受けるアンビルロールと、カッターロール及びアンビルロールのうちの一方のロールの外周面に設けられ、他方のロールに当接する環状凸部と、カッターロールを駆動する第1モータと、アンビルロールを駆動する第2モータと、第1モータを位置制御又は速度制御によって制御する第1モータ制御部と、第2モータを制御する第2モータ制御部と、を備える。アンビルロールは、前記環状凸部を介してカッターロールからトルクが伝達されて前記カッターロールに追従して回転し、第2モータ制御部の制御に基づいて、前記カッターロールに追従した回転を補助するように、第2モータからアンビルロールへと補助トルクが付与される。
(もっと読む)
抜き型および抜き型の位置調整方法
【課題】 補助剛性部材を前記打ち抜き刃に押接させる位置調節用のクランプを備えた抜き型および、補助剛性部材を打ち抜き刃に押接させて位置調整を行う抜き型の位置調整方法を提供する
【解決手段】 基板11に形成されたスリットSに打ち抜き刃12が装着され、打ち抜き刃の両側に端縁が当該打ち抜き刃の側面に押接する補助剛性部材21が配置されている抜き型1であって、打ち抜き刃12の一方側または両側の補助剛性部材21を打ち抜き刃12に押接させる位置調節用のクランプ22を備えたことを特徴とする。
(もっと読む)
51 - 60 / 240
[ Back to top ]