
国際特許分類[B28B11/14]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | 成形物品の処理または加工のための装置または方法 (848) | 切断によって成形品を分割するためのもの (99)
国際特許分類[B28B11/14]の下位に属する分類
押し出し成形のためのもの (18)
国際特許分類[B28B11/14]に分類される特許
71 - 80 / 81
セメント成形板の切断装置
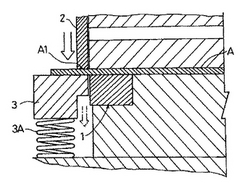
【課題】 従来装置による場合は、セメント成形板の切断面が好ましくない状態になるというの問題があったが、この問題を解消する。
【解決手段】 セメント成形板Aにおける剪断刃2の接当部分A1を、前記剪断刃2とは反対側から接当して受け止めつつ、前記剪断刃2の相対移動を吸収自在な受止部3を設ける。
(もっと読む)
板状体の切断方法及び装置

【課題】切断対象の板状体を水平面よりなる載置面上へ供給して、その板状体の切断を行った後、その切断によって生じた切断品を、前記載置面から取り出すという従来方法における生産性の悪さの問題を、切断品の二枚同時切り出し時においても、新たな問題を生じさせることなく解消し得る手段を提供する。
【解決手段】二枚の切断品A1,A2を板状体Aから同時切り出しする際に、前記板状体を載置する載置面Dを、予め、前記板状体Aの滑落が可能な傾斜角αをなすように傾斜させておき、前記切り出しの前においては、前記傾斜面α上の板状体Aの滑落をストッパーSで阻止し、前記切り出しの後においては、前記ストッパーSによる前記板状体Aの滑落阻止状態を解除すると共に、前記二枚の切断品A1,A2のうちの上側の切断品A1の滑落を、その滑落途中で、前記上側の切断品A1に対する接触体2の接触で一定時間だけ阻止する。
(もっと読む)
繊維混入軽量気泡コンクリートパネルの製造方法
【課題】 繊維を混入した軽量気泡コンクリートパネルの製造方法において、その半可塑体をピアノ線で切断する際に、ピアノ線の破断がなく、繊維がピアノ線に絡まることのない半可塑体の切断方法を提供する。
【解決手段】 繊維が混入した半可塑体1を挟んで設けた一対の巻出巻取ロール3にピアノ線2を装着し、半可塑体1を所定方向に移動させながら、その半可塑体1の移動方向に対して交差する方向に配置したピアノ線2を一方向に走行させることにより、半可塑体1を切断する。ピアノ線2の走行速度/半可塑体1の移動速度(速度比)は、好ましくは1.5以上とする。
(もっと読む)
石膏ボードの製造方法
【課題】
石膏ボードの製造において連続搬送中の硬化体を切断すると共にその切断部への面取り加工を行なうことができる方法を提供する。
【解決手段】
型枠を兼ねる下側の表面用原紙と上側の裏面用原紙との間に原料スラリーを装填した状態で連続搬送し、その間に原料スラリーの硬化及び硬化体の切断を行なう石膏ボードの製造方法において、連続搬送中の硬化体と同じ方向へ同じ速さで切断及び面取り加工用の回転鋸を移動させつつ、硬化体の下側から回転鋸を当てて、硬化体を所定長さに切断すると共にその切断部に面取り加工を行なうようにした。
(もっと読む)
押出成形装置及び押出成形方法
【課題】押し出し方向と直交する方向の剛性が低い軟弱な押出成形体を成形する場合においても、その変形を防止して健全な押出成形体を得ることができる押出成形装置及び押出成形方法を提供すること。
【解決手段】成形用材料80を混練して成形型11から押出成形体8を押し出すスクリュー押出機12と、スクリュー押出機12から連続的に押し出される押出成形体8を支持すると共に押出方向に搬送する搬送装置3とを有する押出成形装置1である。スクリュー押出機12は、その押出軸線Aと水平軸線Hとの間の角度である傾斜角θが15°〜85°の範囲にある。搬送装置3は、押出軸線Aに沿って押し出される押出成形体8をその外周面から支持する受け台32を押出軸線Aと略平行に移動するよう構成されている。傾斜角θは、30°〜75°の範囲にあることが好ましい。
(もっと読む)
軽量気泡コンクリートパネルの製造方法
【課題】 嵩密度が550kg/m3を超える軽量気泡コンクリートパネルの製造方法において、その半可塑体をピアノ線を用いて切断する際に、ピアノ線を破断させずに半可塑体を切断する方法を提供する。
【解決手段】 半可塑体1を挟んで設けた一対の巻出巻取ロール3にピアノ線2を装着し、半可塑体を所定方向に移動させながら、その半可塑体の移動方向に対して交差する方向に配置したピアノ線2を一方向に走行させることにより、半可塑体1を切断する。ピアノ線の走行速度/半可塑体の移動速度(速度比)は、好ましくは1.5以上とする。
(もっと読む)
半可塑性体の切断装置
【課題】例えば未養生のALC(軽量気泡コンクリート)等の半可塑性体を切断する装置に係り、半可塑性体の表面に切断用ワイヤの跡やケバ立ち及び細かい凹凸の剥れによる粉の発生等が非常に少なく、切断面を極力平滑に仕上げることができるようにする。
【解決手段】互いに略平行に配設した複数対のワイヤを、それぞれ長さ方向に往復運動させると共に、上記両ワイヤの長さ方向と交差する方向に半可塑性体を相対移動させて該半可塑性体を順次切断する半可塑性体の切断装置において、互いに対となるワイヤの互いに反対側の端部を枠体等の支持部材に固定すると共に、上記各ワイヤの他方の端部に各ワイヤに張力を付与するための緊張装置を設けたことを特徴とする。
(もっと読む)
ALCパネルの表面加工方法およびその装置
【課題】微粉の少ない均一で良好な平滑度を有するALCパネル表面の表面加工方法およびALCパネルに好適な表面加工装置を提供することにある。
【解決手段】ALCパネル表面にその平滑処理する表面の幅より長い長尺鋼板刃を、ALCパネル表面に略垂直に当設して、該ALCパネルと該長尺鋼板刃とを相対的に移動させるALCパネルの表面加工方法とする。また、平滑処理するALCパネル表面にその幅方向長さより長い長尺鋼板刃を略垂直に当設させる支持機構、その支持機構を上下させる昇降機構、ALCパネル表面を上方から押える押圧機構、および長尺鋼板刃に対してALCパネルを相対的に移動させるパネル搬送装置を備えたALCパネルの表面加工装置。
(もっと読む)
ブロック製造方法
【課題】 簡単な操作で効率よく複数の固体化ブロックを製造するブロック製造方法を提供する。
【解決手段】 平面11上に硬化材を含む混練物12を置き、混練物12の上方から、型枠13を押し付けて、脱型して複数の固化体ブロック28〜30を同時に製造する。これによって、道路用縁石、擬石、擬岩、又はレンガ等の製品、コンクリート又はアスファルト等の骨材、及び路盤材等にする前の塊状物等に使用できる固体化ブロック28〜30を簡単な操作で効率よく大量に製造できる。
(もっと読む)
ブロック打ち固め機械
本発明によれば、(a)充填ポート開口部51、長手方向の孔52、圧縮端部53、及び押し出し端部57を有する細長い開口した打ち固めチャンバ50と、(b)打ち固めチャンバ50の圧縮端部53内の材料を長手方向の孔52に沿って押圧する打ち固めヘッド20と、(c)以前に圧縮されたすべての材料からなり、打ち固めチャンバ50の押し出し端部57の大部分を占有し、締め固めユニット100の一構成部分として機能する連続した均質なブロック40と、(d)打ち固めヘッド20を移動させて軟質なブロック形成材料40A(土など)をブロック40に対して圧縮する油圧シリンダ10(アクチュエータの一部)とを有する締め固めユニット100が提供される。これによって、以前のリフト40Cと効果的に融合される新たなリフト40Bが形成されて、締め固めユニット100を出る比較的高密度な材料の連続した均質なブロック40が形成される。剪断チャンバ60はブロックを任意の所望の長さに砕き、支持プラットフォーム70はブロックを用いられるまでの間支持及び保管する。標準的な建設装置及び改良された巻上げ装置を用いて、建築システム内でブロックを吊り上げ、配置する手順について説明する。さらに、チャンバ50内で圧縮される材料の「摩擦しきい」を増大させるための、特殊設計の形体22が打ち固めヘッド20に組み込まれる。 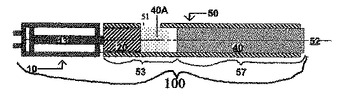 (もっと読む)
(もっと読む)
71 - 80 / 81
[ Back to top ]