
国際特許分類[B28B3/00]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690)
国際特許分類[B28B3/00]の下位に属する分類
型中の材料にラムで圧力をかけるもの;特殊形状のラムヘッド (238)
一つまたはそれ以上のローラーで材料に圧力をかけるもの (25)
材料が押し出されるもの (375)
国際特許分類[B28B3/00]に分類される特許
31 - 40 / 52
乾式静水圧加圧成形用マンドレル
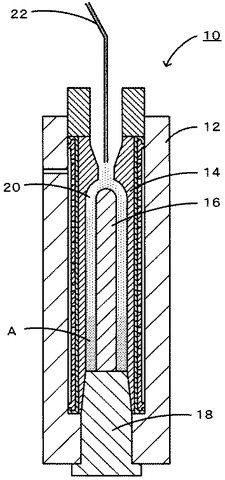
【課題】セラミックス粉末の付着を有効に防止可能なCIP成形用マンドレルを提供する。
【解決手段】本発明のCIP成形用マンドレルは、セラミックス粉末の乾式静水圧加圧成形に用いられるものである。このマンドレルは、所定形状に形成された鉄系材質からなる母材の最表面に、最大高さRmaxが1.0μm以下で且つ水に対する接触角が75°以上のダイヤモンド・ライク・カーボン(DLC)からなる最表面層を有している。また、このマンドレルは、有底中空形状管を成形するCIP成形装置10のマンドレル16に適用することができる。
(もっと読む)
多結晶MgO焼結体
【課題】本発明の目的は、優れた光透過性と熱伝導性とを併せ持つ多結晶MgO焼結体を提供することにある。
【解決手段】本発明の多結晶MgO焼結体は、複数の結晶粒が結合してなるものであって、該焼結体の相対密度は99.8%以上であり、該焼結体中の気孔の平均径は0.5μm以下であり、かつ該結晶粒の平均粒径Rは1μm<R<30μmであることを特徴とする多結晶MgO焼結体に係るものである。
(もっと読む)
高温軸方向圧縮方法
セラミック粉末(特に、ドープしたGd2O2S)を焼結するための高温軸方向圧縮方法は、第一多孔質体(7)、セラミック粉末(9)、及び第二多孔質体(7)を支持体(13、14)によって支持されるモールドシェル(5)内に配置するステップを有する。セラミック粉末(9)は、多孔質体(7)群の間に位置付けられる。ガス状成分は、0.8bar未満の周囲圧力となるまでセラミック粉末(9)から抜かれる。多孔質体(7)及びセラミック粉末(9)は、少なくとも900℃の最大温度まで加熱され、且つ、少なくとも75MPaの最大圧力まで圧力が加えられる。本発明によると、加熱ステップの時間の変化、及び、加圧ステップの時間の変化は、モールドシェル(5)と支持体(13、14)とが相互に接続されていない状態においてモールドシェル(5)が多孔質体(7)群及び/又はセラミック粉末(9)によって保持されるように、相互に調節される。 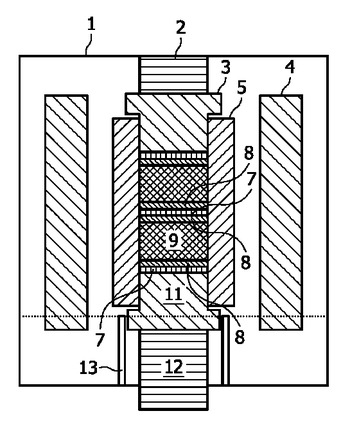 (もっと読む)
(もっと読む)
親環境黄土を用いた建築資材および容器の製造方法
本発明の親環境黄土を用いた建築資材の製造方法は、黄土、カオリン、クレーおよび粉青土の少なくとも一つ10〜90重量部、樹脂コーティング剤3〜50重量部、無機顔料0.1〜25重量部、および水1〜60重量部を混合してなる親環境組成物を調製する段階と、前記親環境組成物を温度50〜550℃および内圧1〜20kg/cm2の成形機に投入して10秒〜20分間隔で成形する段階とを含んでなる。また、本発明の親環境黄土を用いた容器の製造方法は、黄土、カオリン、クレおよび粉青土の少なくとも一つ10〜90重量部、樹脂コーティング剤3〜50重量部、無機顔料0.1〜25重量部、および水1〜60重量部を混合してなる親環境組成物を調製する段階と、前記親環境組成物を温度50〜450℃および内圧1〜10kg/cm2の成形機に投入して10秒〜20分間隔で成形する段階とを含んでなる。 (もっと読む)
CIP用型材

【課題】複雑な形状を有する圧縮成形体を形成することができるCIP用型材であって、取扱いが容易で、均質な圧縮成形体の成形に適したものを提供する。
【解決手段】本発明のCIP用型材1は、圧縮成形用の粉末24を充填するための開口部20を有する容器体12と、前記開口部20を封止する蓋体14とを備え、前記容器体12と前記蓋体14とは、発泡度5〜15倍の熱可塑性の発泡プラスチックから成る自立性のシート状発泡材料から形成され、前記容器体12が、前記シート状発泡材料を加熱して成形された内部形状を有している。
(もっと読む)
二段階加圧成形方法及びその方法に用いられる金型装置
【課題】複数の加圧タイミングをもち、製品形状に合わせて加圧タイミングをコントロールしながら効率よく複雑な形状を有する製品を造型することができる二段階加圧成形方法及びその方法に用いられる金型装置を提供する。
【構成】パンチ5aによって加えられる矢印X方向の圧縮力は材料粉末3の上部全面に対する加圧力であるのに対し、パンチ5bによって加えられる矢印Y方向の圧縮力は焼結体15の内側底面中央部分に対する加圧力であり、さらにダイス下縁部2aによって加えられる矢印Y方向の圧縮力は得られる焼結体の側壁部分に対する加圧力とされ、板状部材51の厚さ等をコントロールすることによって、板状部材51のせん断に必要な圧力を所望に設定して、底面を加圧する第一段階の加圧から側壁部分を加圧する第二段階の加圧への切り替えを所望のタイミングで開始することができる。
(もっと読む)
2段ギア圧粉成型用金型
【課題】中空部を有する形状の2段ギアを圧粉成型するための2段ギア圧粉成型用金型において、亀裂や破損の発生を防止する。
【解決手段】下型10は、円盤部102の外周に第1ギア部104が設けられ、円盤部102の中央部に第2ギア部106が突設され、第1ギア部104と第2ギア部106との間には中空部108a、108bが形成される2段ギア100を成型するための2段ギア圧粉成型用金型である。この下型10は、第2ギア部106を成型するギア成型金型16と、ギア成型金型16に圧縮応力を付与するリング状金型18と、リング状金型18の一端面に分離自在に突設され、前記中空部108a、108bを成型するコア金型20a、20bとを有し、コア金型20a、20bとリング状金型18とは、ノック部材30を介して互いに位置決め固定されている。
(もっと読む)
セラミックス成型部品の製造方法およびそれに用いられる成形型ならびにセラミックス部品
【課題】セラミックス成型部品等の破損を防止して容易に成形型から取り外しを行なうことができ、より均一に緻密化を図ることができるセラミックス成型部品の製造方法、それに使用される成形型およびセラミックス部品を提供する。
【解決手段】成形型1の下型本体3および上型本体9には、レンズの外周部分を成型するための下側外周拘束部15および上側外周拘束部16と、鏡面仕上げが施された光学成型面3aおよび光学成型面9aがそれぞれ形成されている。上側外周拘束部16と下側外周拘束部15とは、それぞれ加圧軸方向に所定の厚みα1、α2を有するように形成されている。その下型本体3と上型本体9との間に、セラミックス素材を成型する際にセラミックスを拘束させない外周非拘束部17が設けられている。
(もっと読む)
等方圧加圧装置
【課題】圧媒と圧力容器の双方を効率よく加熱し、安定した温度精度で被処理材を処理することを可能とする。
【解決手段】被処理材Wを収容する処理室Rを形成する断熱体3と、該断熱体3を覆う圧力容器2と、該圧力容器2を加熱する加熱ユニット4と、該圧力容器2の内部に圧媒を供給可能な圧媒供給装置5とを備え、断熱体3と圧力容器2の間に、圧媒を導入可能な圧媒導入空間Sを設ける。断熱体3の上部に形成された連通孔15aを介して処理室Rを圧媒導入空間Sに連通し、圧力容器2の下部に形成された圧媒導入口18を介して圧媒導入空間Sに圧媒供給装置5を連通する。
(もっと読む)
セラミックスボルトの製造方法及びセラミックスボルト
【課題】セラミックスボルトの製造が容易であるとともに、セラミックスボルトを品質よく製造することができ、かつ高強度のセラミックスボルトを得る。
【解決手段】セラミックス原料を丸棒状に加圧成形して丸棒グリーン体を得、この丸棒グリーン体を研削加工して軸棒部1aと雄ねじ部1bとを備えたボルトグリーン体を得、ボルトグリーン体を焼成してセラミックスボルト1を得る。
(もっと読む)
31 - 40 / 52
[ Back to top ]