
国際特許分類[B28B3/00]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690)
国際特許分類[B28B3/00]の下位に属する分類
型中の材料にラムで圧力をかけるもの;特殊形状のラムヘッド (238)
一つまたはそれ以上のローラーで材料に圧力をかけるもの (25)
材料が押し出されるもの (375)
国際特許分類[B28B3/00]に分類される特許
41 - 50 / 52
超音波を用いた緻密質セラミックスの製造方法

【課題】 本発明は、冷間静水圧加圧成形ならびに熱間静水圧加圧処理を用いたセラミックス部品の製造方法に関し、部品の高密度化を達成する方法を提供する。
【解決手段】 セラミックス粉末の成形、および、セラミックス焼結体の熱間静水圧加圧処理に関し、静水圧加圧(以下、CIP)時、および、熱間静水圧加圧(以下、HIP)時に超音波加振を行い、ブリッジングによる欠陥発生や空孔(ポア)の形成を抑制するCIP装置またはHIP装置を用いることによって、粉体の充填性や焼結体の緻密化が促進される。
(もっと読む)
EL素子パネル形成用複合基板とその作製方法、およびEL素子パネル

【課題】 静水圧プレス法を用いて、厚膜誘電体層の発光層側の表面の平坦性を良くし、且つ、厚膜誘電体層の誘電率特性を良くした、基板上に少なくとも電極層、厚膜誘電体層を順に積層した構成のEL素子パネル形成用の複合基板と、その製造方法を提供する。そして、のような、EL素子パネル形成用の複合基板を用いたEL素子パネルを提供する。【解決手段】 厚膜誘電体層は、誘電体粉体を主として形成された焼成前の誘電体層を、基準板の平坦面側に当てて静水圧プレス法により圧縮し、更に焼成して、形成されたものである。 (もっと読む)
窒化ホウ素焼成体の製造方法
【課題】例えば容積が3000cm3以上の大形品にして30MPaの曲げ強度を有する窒化ホウ素焼結体を、焼結助剤を用いなくても、容易に製造する方法を提供する。
【解決手段】六方晶窒化ホウ素粉を含む一軸加圧成形体に、第1と第2の少なくとも2回の冷間等方圧加圧処理を増圧して行った後、焼成することを特徴とする窒化ホウ素焼成体の製造方法。この場合において、第2の冷間等方圧加圧処理の圧力が、第1の冷間等方圧加圧処理の圧力の1.5〜5倍であることなどが好ましい。
(もっと読む)
焼結体、スパッタリングターゲット及び成形型並びに焼結体の製造方法
【課題】大型で均質な焼結体を安価に効率良く製造することを可能とし、放電特性や得られる薄膜の特性が良好な大型のスパッタリングターゲットを提供する。
【解決手段】加圧圧縮時には充填した原料粉末に対して実質的に1軸方向からのみ加圧し、加圧終了後の減圧時には成形体に対して等方的に圧力を開放することが可能な構造を有する成形型を用いることにより、成形時のスプリングバックを効率よく解消して、高い成形圧力での冷間静水圧プレスを可能とする。これにより、バインダー等の有機物を含まない原料粉末を用いて、直接、形状精度の良い成形体を作製することができ、大型で均質、かつ、炭素含有量の少ない焼結体を効率よく高い歩留まりで製造することができる。
(もっと読む)
硬化組成物及び硬化体の製造方法
【課題】本発明は、重量変化、及び、寸法の収縮が小さく、短時間で所定の製品強度を得ることが出来、更に、外観品質や強度等の性能に優れた生産性の高い硬化体の製造方法を提供することを可能にすることを目的としている。
【解決手段】スラグ粉末または製紙スラッジ粉末100重量部と、メタケイ酸ナトリウム含水塩60重量部以上、且つ150重量部以下からなることを特徴とする硬化組成物をドライブレンドした後、熱間プレス成形することを特徴とする硬化体の製造方法とする。
(もっと読む)
スパッタリングターゲット用の成形体を製造するための成形型およびスパッタリングターゲットの製造方法
【課題】 原料粉末または造粒粉末を成形型に充填した後、ビニール袋や成形型内の空気を抜く作業を行う時に、成形型から原料粉末または造粒粉末が漏れず、また、大型の成形体を成形する際も、しっかりと原料粉末または造粒粉末を成形型内に閉じ込めることができるスパッタリングターゲット用の成形体を製造する成形型およびスパッタリングターゲットの製造方法を提供する。
【解決手段】 筒状部(20)を、対向させて配置した2つの板状部(11)、(12)で挟み、筒状部(20)の開口する両端を、それぞれの板状部(11)、(12)の片面に形成された溝(11a)、(12a)に、それぞれ嵌合することにより、原料粉末または造粒粉末を充填可能な内部空間を形成し、嵌め合わせる前の自由状態で、筒状部(20)の開口する両端の厚さ(t2)が、溝幅(W1)、(W2)より、0.5mm〜1.0mm、大きい。
(もっと読む)
複合材料中に通気ダクトを備えるブレーキバンドを製造するための成形用金型とブレーキバンドの製造方法
複合材料、特に、C/SiCセラミック材料を用いて通気性ダクト(21)を備えるブレーキバンド(20)を成形する金型(1)は、互いに向き合い、対称軸Sに垂直である各型押表面(8a、8b)を備える2つの半体金型(3a、3b)を含み、外側および内側のシリンダー壁(11,12)とともに、キャビティー(4)を成形対象であるブレーキバンド(20)の形状に規定する。金型(1)は、通気性ダクト(21)の形状を有するピン要素(15)を有し、第2の付勢手段(17)によって静止位置から作動位置に、移動されることができ、ピン要素(15)は、静止位置では成形キャビティー(4)の外にあり、作動位置では、成形キャビティー(4)の内部に挿入される。 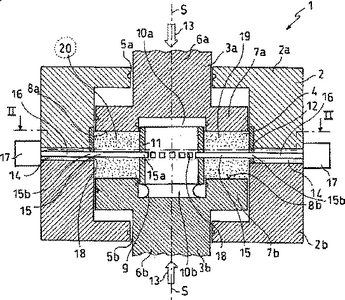 (もっと読む)
(もっと読む)
ITOタブレットの製造方法
【課題】設備が大型化することなく、生産効率が高いITOタブレットの製造方法を提供する。
【解決手段】酸化インジウムを主成分とする粉末mを、中空な焼結室Aを有する成形型80内に収容した状態で焼結する方法であって、粉末mを、成形型80の焼結室A内に収容した状態で、成形型80の焼結室A内における粉末mを加圧しながら、成形型80および粉末mに通電する。成形型80および粉末mが自己発熱し、その熱によって粉末mが加熱されるから、粉末mを焼結することができ、加熱されている状態で粉末mは加圧されるから、焼結されたITO焼結体の密度を高くすることができる。粉末mや成形型80の自己発熱によって粉末mを加熱するから、設備を簡単にでき小型化することもできる。粉末mが自己発熱するから、粉末m自体が焼結に適した温度となるまでの時間を短くすることができ、一回の焼結に要する時間が短くなり、生産効率を高くすることができる。
(もっと読む)
成形型、それを用いた成形体及びスパッタリングターゲットの製造方法並びにスパッタリングターゲット
【課題】 冷間静水圧プレスにより、予備成形を行わなずに、割れやクラックの発生がなく、形状精度の優れた大型の成形体を得ることが出きる成形型を提供する。これにより、高品質で低コストなスパッタリングターゲットを提供する。
【解決手段】 冷間静水圧プレス用の成形型を、冷間静水圧プレスでの加圧においても変形を起こさない板材と、加圧時に容易に収縮または変形するが、減圧時に反発力を発生させない構造を有する部材又はそのような材料で構成された部材とで構成する。
(もっと読む)
乾式冷間等方圧加圧装置の成形ゴム型清掃装置
【課題】 簡単な装置構成により、成形終了後の成形ゴム型の内周面に付着している成形かけらを確実に除去することができるようにした、乾式冷間等方圧加圧装置の成形ゴム型清掃装置を提供すること。
【解決手段】 乾式冷間等方圧加圧装置の成形ゴム型清掃装置において、成形ゴム型5の上方より該成形ゴム型5内へ上下方向に進退可能に設けられ、成形後に上・下パンチが成形ゴム型5内から退避すると、成形ゴム型5内へ下降前進される軸部材21と、軸部材21に固着され、成形ゴム型5の内周面に当接して該内周面に付着している成形かけらを除去する除去部材22と、除去部材22の下方に位置させて軸部材21に設けたエア吹き出し孔23を有して、成形ゴム型5の内周面に向けて圧縮エアを吹き付けて内周面に付着している成形かけらを除去するエアブロー手段23,24,25と、を備える。
(もっと読む)
41 - 50 / 52
[ Back to top ]