
国際特許分類[B29B15/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 成形材料の予備処理であってグループ7/00から13/00に包含されないもの (190) | 補強材または充填材 (182) | 塗布または浸漬 (104) | 不定長の補強材の (59) | フィラメントまたはワイヤーの (30)
国際特許分類[B29B15/14]に分類される特許
1 - 10 / 30
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
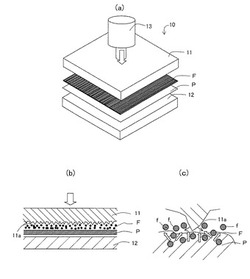
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
ドライプリフォーム、複合材料からなる環状構造体、及びその製造方法

【課題】高強度且つ軽量で、形成が容易であり、且つ、設計の自由度の高い環状ドライプリフォーム及びこれを用いた複合材料からなる環状構造体を提供する。
【解決手段】マンドレル20の外周に捲回され、マンドレル20の環方向(0°方向)と交差する方向(+θ方向)と平行に引き揃えられ、マンドレル20の環方向で少なくとも一周は継ぎ目なく連続した強化繊維からなる第1の強化繊維層11を設ける。
(もっと読む)
ガラス繊維強化プラスチックの製造方法、及びガラス繊維強化プラスチック
【課題】ガラスロービングに含まれ得る導電性異物の検出を確実に行うことにより、電気絶縁性に優れたガラス繊維強化プラスチックを効率よく且つ確実に製造する技術を提供する。
【解決手段】ガラスロービング2を用いたガラス繊維強化プラスチックの製造方法であって、ガラスロービング2は、複数本のガラスフィラメントからなるストランド1がロール状に巻回されたものであり、ガラスロービング2からストランド1を解舒する解舒工程と、解舒したストランド1を検出器10に通過させる通過工程と、検出器10の信号に基づいて、ストランド1に含まれる異物を検出する検出工程と、異物を含むストランド1を選択的に取り除く除去工程と、除去工程を経たストランド1に樹脂を含浸させる含浸工程と、樹脂含浸後のストランド1を成形する成形工程と、を包含する。
(もっと読む)
無機繊維巻きテープとその製造方法
【課題】円筒状芯材に無機繊維テープが巻き付けられた無機繊維巻きテープを提供する。
【解決手段】無機繊維(炭素繊維は含まない)とオレフィン系樹脂を含む複合体からなる無機繊維テープが、円筒状芯材に巻き付けられた無機繊維巻きテープであって、式(I)から求められる無機繊維テープの幅(W)が5〜100mmの範囲であり、前記無機繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである無機繊維巻きテープ。2.5×10-5×N×d≦W≦5.0×10-4×N×d(I)(Wは無機繊維テープの幅であり、Nは無機繊維テープを構成する無機繊維の本数で、前記幅(W)を5〜100mmの範囲にできる本数であり、dは無機繊維の繊維径で5〜30μmである。)3.0×F×t≦D(II)(Fは無機繊維量で、20〜60質量%の範囲であり、tは無機繊維テープの厚みで、0.1〜1.0mmである。)
(もっと読む)
繊維強化プラスチック用樹脂塗布装置
【課題】糸の速度を上昇させても均一に樹脂を含浸させ生産性を向上させることができるFRP用樹脂塗布装置を提供する。
【解決手段】ヤーン25が伸延する方向に直交するように、2組のしごき棒19,21が配置される。第1組のしごき棒19は、ボールネジ11により上下に移動可能な可動15にプレートに取り付けられ、第2組のしごき棒21は、固定プレート17に取り付けられている。可動プレートは、2組のしごき棒19,21が互いに入り組む位置である運転状態の位置と、2組のしごき棒19,21が互いに入り組まない位置である準備状態の位置との間を移動可能である。運転状態の位置では、ヤーン25は、交互にしごき棒の上下を走行経路とする。樹脂塗布部31,51,71は、しごき棒19と21との間のヤーン25にエポキシ樹脂を噴射して塗布する。
(もっと読む)
成形材料及びその製造方法
【課題】優れた機械強度を有する熱硬化性樹脂成形材料を得るために用いられる、アニオン変性ミクロフィブリル化植物繊維及びその製造方法、並びに該アニオン変性ミクロフィブリル化植物繊維と熱硬化性樹脂を含有する成形材料、及びその製造方法を提供する。
【解決手段】熱硬化性樹脂、及び塩基存在下で式(I):X−(CH2)n−COOH(I)
(式(I)中、Xはハロゲン原子を表し、nは、1又は2を表す)で表されるカルボン酸又はその塩によってアニオン変性されたアニオン変性ミクロフィブリル化植物繊維を、熱硬化性樹脂100重量部に対して、10〜900重量部含有する成形材料である。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】 長繊維強化熱可塑性樹脂ペレットの製造方法において、ペレット溶解時に強化繊維が容易に解けて成形品中に強化繊維を均等に分散させることができるペレットを生産性良く製造する。
【解決手段】
本発明の長繊維強化熱可塑性樹脂ペレット1の製造方法は、溶融された熱可塑性樹脂5浴中に含浸させられた複数の強化繊維束3に対して、強化繊維束3同士を撚り合わせながら熱可塑性樹脂5浴中から引き抜くことで強化繊維の周りに熱可塑性樹脂5が被覆されたストランド8を形成し、ストランド8を所定長さに切断してペレット1を得るものであり、熱可塑性樹脂の溶融粘度をメルトフローレート=500〜1500g/10minに調整し、ストランド8の引き抜き方向に対する強化繊維束3の撚り角θを0°<θ≦50°として、ストランド8を引き抜くことを特徴とするものである。
(もっと読む)
樹脂含浸装置及び高圧ガスタンク製造装置
【課題】繊維束を構成する単繊維の損傷を抑制しつつ、単繊維への樹脂の含浸率を向上させる。
【解決手段】複数の繊維からなる繊維束に樹脂を含浸させる樹脂含浸装置は、繊維束を拡げる拡幅ローラーと、拡幅ローラーの内部に樹脂を供給する樹脂供給部と、を備え、拡幅ローラーは、繊維束と接触する外部表面と、拡幅ローラーの内部に供給された樹脂を外部表面に供給する連通孔と、を有する。
(もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
ゴム補強用ガラス繊維
【課題】長時間屈曲走行させても被覆層が初期の接着強さを持続する耐熱性、耐水性、耐油性を併せ持つ伝動ベルトおよびそれを与えるゴム補強用ガラス繊維、特に耐油性に優れた伝動ベルトおよびそれを与えるゴム補強用ガラス繊維を提供する。
【解決手段】フェノール類−ホルムアルデヒド縮合物とゴムラテックスとを含有するガラス繊維被覆用第1液を複数のガラス繊維フィラメントを集束してなるストランドに塗布被覆し1次被覆層を設けた後で、該1次被覆層上に異なる組成のガラス繊維被覆用第2液を塗布被覆しさらなる2次被覆層を設けたゴム補強用ガラス繊維であって、2次被覆層が水素化ニトリルゴム(A)とカルボキシル化アクリロニトリル−ブタジエン共重合体(B)とクロロスルホン化ポリエチレン(C)を含有することを特徴とするゴム補強用ガラス繊維。
(もっと読む)
1 - 10 / 30
[ Back to top ]