
国際特許分類[B29C33/68]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 被覆剤;離型剤,潤滑剤または分離剤 (403) | 離型シート (107)
国際特許分類[B29C33/68]に分類される特許
61 - 70 / 107
樹脂成形装置
【課題】金型が進退動した場合でも、離型フィルムに掛かるテンションを一定の範囲内に調整する。
【解決手段】上型112と該上型112に対して進退動可能な下型114とを備え、該下型114の表面に離型フィルム160を介在させた状態で樹脂封止を行う樹脂封止装置であって、使用前の離型フィルム160が巻回された供給ロール150と使用後の離型フィルム160を巻回して回収する回収ロール151とを下型114に対して水平方向同じ側に配置すると共に、離型フィルム160を供給ロール150から回収ロール151まで案内する複数の案内ローラ154を備え、下型114が進退動した場合でも、離型フィルム160に掛かるテンションを一定範囲内に調整可能なバッファローラ159を備える。
(もっと読む)
表面を加飾した複合材料成形品の製造方法と同方法により製造される複合材料成形品

【課題】複合材料成形品の成形と同時に、その表面に一体的に様々な加飾が可能であるとともに、模様などを任意に変更することも可能であり、しかも低コストで経時変化が生じない、表面に加飾を有する複合材料成形品の製造方法とその複合材料成形品を提供する。
【解決手段】加熱加圧成形により製造する複合材料の成形にあたり、その複合材料の同じ表面上に表面粗さの異なる2種類の離型フィルム(10a,10b) を配して加熱加圧成形を行い、或いは型表面と表面粗さの異なる離型フィルム(10a) を用いて加熱加圧成形を行い、加圧加熱成形と同時に複合材料成形品の成形表面を加飾する。
(もっと読む)
離型フィルムおよび電子部品の製造方法
【課題】本発明は、キャビティ内における溶融樹脂の流動分布の均一化を図ることができる離型フィルムおよび電子部品の製造方法を提供する。
【解決手段】キャビティに対向する面に、第1の性状の第1の領域と、前記第1の性状とは異なる第2の性状の第2の領域と、が設けられたことを特徴とする離型フィルムが提供される。
(もっと読む)
離型フィルム
【課題】防シワ性と離型性とが両立した離型フィルムを提供する。
【解決手段】少なくとも一方の表面性状が、JIS B0651:2001に準拠する方法により、先端半径2μm、円錐のテーパ角60°の触針を用い、測定力0.75mN、カットオフ値λf=2.5mm、λc=0.08mmの条件にて測定されるうねり曲線の最大高さうねりWzが0.5〜20μm、かつ、うねり曲線要素の平均長さWSmが100〜900μmである離型フィルム。
(もっと読む)
電子部品の樹脂封止成形用金型
【課題】電子部品の樹脂封止成形用金型1において、樹脂材料9の高製品化率を目指すと共に、製品(樹脂成形体18)の生産性を効率良く向上させる。
【解決手段】上型2、下型3と、中間型4とから構成した金型1に、中間型キャビティ対応部8と、樹脂材料供給用の下型孔部10と、孔部10に供給した樹脂材料9を加圧する樹脂加圧ブロック11とを設けて構成し、更に、中間型4と下型3との型締時に、キャビティ対応部8と下型面とで金型キャビティ8を形成し、且つ、キャビティ8と孔部10との間にエッジゲート(短い金型ゲート)16を形成すると共に、離型フィルム17を被覆した孔部10内で加熱溶融化した樹脂材料15を樹脂加圧ブロック11で加圧することにより、エッジゲート16を通してキャビティ8内に注入充填して基板6に装着した電子部品5を金型キャビティ8の形状に対応した樹脂成形体16内に封止成形する。
(もっと読む)
離型フィルム
【課題】防シワ性と離型性とが両立した離型フィルムを提供する。
【解決手段】少なくとも一方の表面性状が、JIS B0601:2001に準拠する方法により、先端半径2μm、円錐のテーパ角60°の触針を用い、測定力0.75mN、カットオフ値λs=2.5μm、λc=0.8mmの条件にて測定される粗さ曲線の最大高さ粗さRzが0.5〜20μm、かつ、粗さ曲線要素の平均長さRSmが50〜500μmである離型フィルム。
(もっと読む)
電子部品の圧縮成形方法
【課題】下型キャビティ8内の金型キャビティ面10に離型フィルム9を吸引して装着する場合に、金型キャビティ面10に形成される「しわ」を効率良く防止する。
【解決手段】まず、キャビティ8内から所要の吸引圧力(吸引作用)で吸引することにより、離型フィルム9をキャビティ面10に接触させない状態で、離型フィルム凹部18を安定して形成保持し(離型フィルムの中間装着)、次に、離型フィルム凹部18内に所要量の顆粒樹脂13を供給することにより、顆粒樹脂13の重量作用と移動作用及び離型フィルム9に対する吸引作用とによる相乗効果で顆粒樹脂13をセンタリングし、更に、離型フィルム凹部18内で顆粒樹脂13を加熱溶融化することにより、溶融樹脂20の重量作用と流動作用及び離型フィルム9に対する吸引作用との相乗効果による均等な押拡作用(均等な装着力)で離型フィルム9を金型キャビティ面10に(完全に)装着する。
(もっと読む)
平板状樹脂の成形装置
【課題】構造が簡単でイニシャルコストが低く、またランニングコストも低く、高い離型性を有し、したがって破損率の低い平板状樹脂の成形装置を得る。
【解決手段】成形部E内に供給された被成形樹脂Poを上下の金型(ヒートプレス24)によって挟み込んで平板形状に成形する成形装置12において、前記成形部Eが、平板樹脂Pの外形を形成するための枠体16と、該枠体16の上部に配置され、この枠体16の内側(貫通孔16A)に沿った形状に変形可能で、且つ復元が可能な弾性体シート(第1の弾性シート)18と、当該成形部Eの最上部を自身の一端側をめくるように変形させることで開閉可能なカバーシート(第2の弾性シート)20と、を備える。被成形樹脂Poは、弾性体シート18とカバーシート20との間で成形される。
(もっと読む)
熱プレス成形用離型フィルム
【課題】離型性、非汚染性、寸法安定性に優れ、生産性においても良好な熱プレス成形用離型フィルムを提供する。
【解決手段】少なくとも一方の表面が離型層として構成されている熱プレス成形用離型フィルムであって、前記の離型層は、官能基を有する融点60℃以上の離型剤(B−1)及び融点100℃以上のポリオレフィン樹脂(B−2)からなる群より選ばれた少なくとも一種の離型性付与剤(B)と残存テトラヒドロフラン量が300ppm以下であるポリブチレンテレフタレート樹脂(A)とを含む樹脂組成物から成り、濡れ張力が30mN/m以下である熱プレス成形用離型フィルム。
(もっと読む)
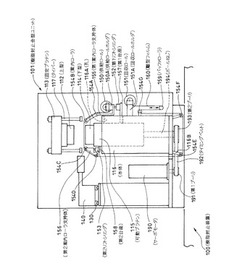
フィルム供給機構
【課題】簡易な構成でロール状の離型フィルムを案内プレート側に送り出して展開し、切断することのできる離型フィルム供給機構を提供する。
【解決手段】樹脂封止金型110に対して離型フィルム160を供給する離型フィルム供給機構150であって、ロール状に巻回された離型フィルム160を所定の長さの短冊状フィルム161に切断する切断装置151を有し、この切断装置151が、ロール状に巻回された離型フィルム160を送り出す送りローラ163と、該送り出された離型フィルム160が案内される案内プレート158と、該案内プレート158上に送り出された離型フィルム160を前記ロール状に巻回された離型フィルム160から切り離し可能なフィルムカッター154と、を備え、案内プレート158の表面に、送り出される離型フィルム160に向けてエアを噴出可能なエア噴出機構158Aを備える。
(もっと読む)
61 - 70 / 107
[ Back to top ]