
国際特許分類[B29C33/68]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 被覆剤;離型剤,潤滑剤または分離剤 (403) | 離型シート (107)
国際特許分類[B29C33/68]に分類される特許
31 - 40 / 107
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、加熱処理によるヘイズ変化が少なく、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(5)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°、(5)170℃、20分間の熱処理後のヘイズ変化量が0.1%以下
(もっと読む)
離型フィルムの製造方法
【課題】離型性に優れた離型フィルムを、損傷を抑制しながら効率良く製造することのできる離型フィルムの製造方法を提供する。
【解決手段】ポリエステル系樹脂を含有するフィルムの表面を摩擦処理ロールで摩擦処理する工程を有する離型フィルムの製造方法であって、前記摩擦処理ロールの表面の素材は、引張強度が1.0〜5.0g/dである繊維からなる織物であり、前記摩擦処理を、下記式(1)で表される仕事エネルギー量En(KJ)が50〜500KJとなるように行う離型フィルムの製造方法。
[数1]
式(1)中、Arは摩擦処理装置が摩擦処理する面積(m2)を表し、Jは摩擦処理するための単位時間あたりの仕事量(KJ/分)を表し、Wは摩擦処理されるフィルムの巾(m)を表し、LSは摩擦処理されるフィルムのライン速度(m/分)を表す。
(もっと読む)
半導体装置製造用耐熱性粘着シート、該シートに用いる粘着剤、及び該シートを用いた半導体装置の製造方法
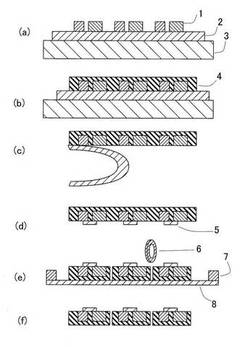
【課題】粘着テープを仮固定用支持体として用いた基板レス半導体パッケージの製造方法においては、樹脂封止の際の圧力によりチップが保持されず、指定の位置からずれ、配線とチップの相対的な位置関係もずれる。また、粘着テープを剥離する際に糊残りが発生し、パッケージ表面を汚染して、その後の配線工程で、配線とチップとの接続を妨害することになる。これらの問題点を解決する耐熱性粘着シートを提供する。
【解決手段】基板レス半導体チップを樹脂封止する際に、貼着して使用される半導体装置製造用粘着シート2であって、前記粘着シート2は基材層と粘着剤層とを有し、粘着剤層中にゴム成分およびエポキシ樹脂成分を含み、粘着剤中の有機物に占めるゴム成分の割合が20〜60重量%であることを特徴とする半導体装置製造用耐熱性粘着シートを用いて、基板レス半導体チップを樹脂封止する。
(もっと読む)
離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルム
【課題】離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムを提供すること。
【解決手段】本発明は、離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムに関する。本発明においては、幅方向に2m間の配向角差が3°以内であり、複屈折率が0.05以上である離型フィルム用2軸延伸ポリエステルフィルムを提供する。本発明に係る離型フィルム用2軸延伸ポリエステルフィルムは、複屈折率が大きく、且つ、延伸によるボーイング現象の減少により配向角に優れていることから、偏光板を用いた欠点検査時に光漏れ現象や光沢現象を制御することができる。
(もっと読む)
プレス成形と同時に熱転写する方法

【課題】射出成形用金型を利用しつつ、極めて薄い製品ピースに対し、立体成形を行いつつ同時に転写シートから適切に絵柄を熱転写することが可能なプレス成形と同時に熱転写する方法を提供する。
【解決手段】金型8,10を型締めした状態で、キャビティ12内に加圧充填される加熱溶融状態の樹脂Pの圧力及び熱により、成形型11に向けて熱間プレスするプレス装置7を用い、金型間に、熱可塑性樹脂製の製品ピース6及び絵柄層を有する転写シート1をインサートし、その後、型締めする第1工程と、キャビティ内に加熱溶融状態の樹脂を加圧充填し、成形型で製品ピースをプレス成形すると共に、転写シートの絵柄層を製品ピースに熱転写する第2工程と、型開きし、製品ピースを取り出すと共に、キャビティ内で固化した樹脂を回収する第3工程とを備えた。
(もっと読む)
モールド金型
【課題】リースフィルムを用いるモールド金型にエジェクタピンを設けて成形品の離型性を向上させると共に、金型パーティング面より突出するエジェクタピンを覆うリリースフィルムをエジェクタピンの先端突出部周りで当該金型パーティング面に倣って密着して吸着保持する。
【解決手段】モールド金型100が型開き状態において金型パーティング面より突出するエジェクタピン140を覆うリリースフィルム180が隙間部分190を通じてエア吸引路に吸引されてエジェクタピン140の先端突出部周りで当該金型パーティング面に倣って密着して吸着保持される。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102が搭載される離型フィルム116と、離型フィルム116を保持する吸着機構132と、吸着機構132を離型フィルムと一緒に搬送して金型160に離型フィルム116を配置させる搬送ハンド130と、搬送ハンド130に設けられると共に、搬送ハンド130の搬送経路において搬送中の離型フィルム116に搭載された粉粒体状樹脂102(予備的融着樹脂106)に対して熱を付与可能な赤外線ヒータ134と、を備える。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】粉粒体状樹脂を予め熱の伝わりやすい形態に仮成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、離型フィルム116上で粉粒体状樹脂102を軟化させて半融着樹脂104とするホットプレート128と、粉粒体状樹脂102の反離型フィルム側の表面に接触せずに空隙を設けた状態で、半融着樹脂104を加圧・収縮させて予備的融着樹脂106を仮成形するエア吐出機構130と、を備え、離型フィルム116と共に予備的融着樹脂106が金型160に投入され、離型フィルム116が樹脂封止の際にも兼用される。
(もっと読む)
複合材成形品の成形方法
【課題】排気がスムーズで成形品を効果よく成形し、且つ、成形品にピンホールがなるべく形成されない、複合材成形品の成形方法の提供、並びに、成形と同時に成形品の表面に装飾模様をつけることで、成形後の装飾工程を省くことができる、複合材成形品の成形方法を提供する。
【解決手段】複数層の層状プリプレグを積層してから成形型内に入れて成形/硬化させる複合材成形品の成形方法において、前記成形型は、成形型の内面に、陰刻模様を、前記成形型の成形圧力による、前記積層後の層状プリプレグの外表面の絞り変形より深く、型外と連通するように形成する複合材成形品の成形方法。
(もっと読む)
異方性粒子を使用したアクリル系材料における装飾的外観の調製方法
アクリル系材料における装飾的外観は、アスペクト比3を有する異方性粒子を含有する流動性の架橋可能なアクリル系材料を収縮性支持材に塗布し、続いて架橋して固体物品を形成することによって得られる。 (もっと読む)
31 - 40 / 107
[ Back to top ]