
国際特許分類[B29C33/76]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | コア (141)
国際特許分類[B29C33/76]に分類される特許
131 - 140 / 141
分岐継手の成形方法および成形金型

【課題】 バリが発生しても分岐通路穴の分岐口の内径を一定口径に保持して、エアー等の分岐流量の必要最小限を保証するとともに、バリの発生検査や取り除き作業を簡単に行えるようにした分岐継手の成形方法および成形金型を提供する。
【解決手段】 ほぼ真っ直ぐな主通路穴1aと、この主通路穴1aの途中から分岐した分岐通路穴1b,1cとを有する分岐継手1を成形する成形金型であって、分岐継手1の外面部分を成形する上型2と下型3との間に、主通路穴1aを成形する主通路穴用中子6と、この主通路穴用中子6の外面に端部7a(若しくは細径部7b)を連結して分岐通路穴1b,1cを成形する分岐通路穴用中子7A,7Bとを配置して、主通路穴用中子6の外面に、分岐通路穴用中子7A,7Bの端部7a(若しくは細径部7b)を差し込んで連結する凹部(窪み部6b若しくは穴部6a)を形成した。
(もっと読む)
中空体の製造または処理方法
【課題】 公知の方法の欠点を有さず、複雑なデザインの成形体、特に中空成形体を製造することを可能とし、工業的に大規模に簡単に実施できそして低コストで実施できる方法の提供。
【解決手段】 この課題は、1種類以上のメタロセンポリオレフィンワックスおよび/またはそれの誘導体を含有しているかまたはこれらの物質で構成されている材料を使用する上記方法によって解決される。
(もっと読む)
プレス成形型及びプレス成形による部品製造方法
本発明は、挟持枠要素(21,22)によって少なくとも1個の第1層(1)及び第2層(2)から部品を製造する装置、及び切断工程を実行する方法に関する。挟持枠要素は、形成工程の間に、型及び切断装置(300)の外側に層を所定の方法で固定するために、互いに相対的に接近移動する。切断装置は、第1挟持枠要素上に配置され、第1及び第2型片の間に延在する第2層の突出部を切断するものである。  (もっと読む)
(もっと読む)
熱可塑性樹脂成形用の金型組立体及び成形品の製造方法

【課題】成形時、入れ子に破損が発生せず、長期間の使用に耐え、入れ子の面の状態を確実に成形品の表面に転写することができ、しかも、金型部における入れ子の配設位置の自由度が高い金型組立体を提供する。
【解決手段】熱可塑性樹脂成形用の金型組立体は、(イ)第1の金型部10及び第2の金型部12、(ロ)第1の金型部10に配設され、キャビティ16の一部を構成し、厚さが0.1mm乃至10mmの入れ子17、及び、(ハ)溶融熱可塑性樹脂導入部15を備えており、第2の金型部12には入れ子被覆部14が設けられ、型締め時、(A)入れ子17と入れ子被覆部14との間のクリアランス(C11)は0.03mm以下であり、(B)入れ子17に対する入れ子被覆部14の重なり量(ΔS11)は0.5mm以上であり、入れ子17を構成する材料の熱伝導率は2×10-2cal/cm・sec・゜C以下である。
(もっと読む)
車の車輪のタイヤを成形し硬化させる方法および装置
車の車輪のタイヤを成形し硬化させる方法は、グリーンタイヤ(50)を、形状が該グリーンタイヤ(50)の内面に実質的に従う外面を有する環状支持体(10)上で製造するステップと、該環状支持体(10)を加熱することにより、熱を該環状支持体(10)に接触するタイヤの内面に伝達するステップと、該グリーンタイヤ(50)の該内面を、少なくとも1つの加圧二次作動流体により該環状支持体(10)の該外面に対して押圧するステップと、該環状支持体(10)の該外面と該グリーンタイヤ(50)の該内面との間の少なくとも1つの拡散間隙内を通過する加圧一次作動流体により、加硫用金型(102)内に画定される成形キャビティ(104)の壁に対し、該グリーンタイヤ(50)の外面を押圧するステップと、を含み、該加圧一次作動流体は、該グリーンタイヤの加硫をもたらすために該グリーンタイヤ(50)に熱を供給するように加熱される。 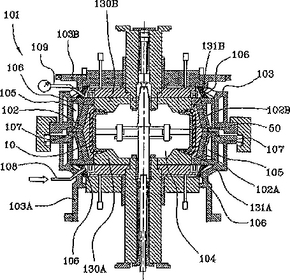 (もっと読む)
(もっと読む)
中空成形部品の製造方法及びその製造のための工作機
本発明は、
(i)成形品の製造のための出発成分を、成形品の中空の空間部を劃定するコア(V)を有する金型(iv)に充填する工程、
(ii)金型(iv)を開放し、且つコア(v)によって成形品を強固に保持する工程、
(iii)コア(v)から成形品を取り出す工程、を含む工作運搬機中で中空成形品を製造する方法であって、成形品は、金型(iv)の外側でコア(v)から取り出されることを特徴とする中空成形品の製造方法に関する。  (もっと読む)
(もっと読む)
金型、その金型を用いた筒状体製造装置および筒状体の製造方法
【課題】 充填される成形材料の流路末端より金型内の空気を放出させて、成形材料の充填されない部分が発生することを防止することができる金型、その金型を用いた筒状体製造装置および筒状体の製造方法を提供する。
【解決手段】 半円筒形上のインナーピースを芯部161に嵌めた状態で金型内に載置される中子160の芯部161の鍔部164には、インナーピースの内周側にて突起を形成するための溝163より溝170が延設されている。ヒータ内蔵グリップの成型時には、芯部161が保持部162に向かってスライドし、鍔部164は保持部162の軸受部167内に収容される。このとき保持部162の内面と鍔部164の外周面168とが当接して溝170により構成される空気抜孔から、成型時に金型内の空気抜きが行われるので、凹部内の空気の滞留がなく、成形材料の充填されない部分の発生が防止される。
(もっと読む)
タイヤ加硫装置用の膨張性ブラダ、その製造方法、及び車輪用のタイヤを製造するプロセス
膨張性ブラダ(1)は、ブチル材料の少なくとも1つの第1の層(8)と、第1の層の半径方向外部に、シリコーン材料の1つの第2の層(9)とを有する。第1および第2の層は、第1(8)及び第2(9)のエラストマ材料間の機械的係合要素(10a)を画定する波状界面輪郭(10)を有する。前記ブラダを製造するプロセス、ならびにブラダを組み入れるタイヤ成形及び加硫装置(2)も開示される。
 (もっと読む)
(もっと読む)
アンダーカット成形用金型および金型部品
アンダーカット成形用金型および金型部品
【課題】金型を小型化でき、部品点数を削減でき、組立容易にすることができるアンダーカット成形用金型および金型部品を提供する。
【解決手段】上型1と、型の開閉方向に対して傾斜したガイド貫通孔9を成形面7に有して上型1に対向した下型2と、ガイド貫通孔9にスライド自在に挿通されて先端にアンダーカット成形面11を有し後端部に取付部12およびガイド受け部13を有するコア3と、取付部12がスライド自在に取付けられてコア3をガイド貫通孔9に沿って摺動させる突き出し部材4と、ガイド受け部13に摺動自在に挿入してコア3の後端側をコア3の移動方向にガイドするガイドロッド5とを備えている。
(もっと読む)
131 - 140 / 141
[ Back to top ]