
国際特許分類[B29C43/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 不定長の物品の圧縮成形 (273)
国際特許分類[B29C43/22]の下位に属する分類
カレンダー成形 (118)
数段階によるもの (9)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための (71)
多層または多色物品の製造 (44)
国際特許分類[B29C43/22]に分類される特許
11 - 20 / 31
熱プレス成形装置および粘性体カートリッジ
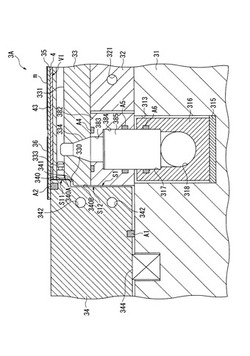
【課題】基材が受ける接触面圧の分布を均一にすることができる熱プレス成形装置および粘性体カートリッジを提供すること。
【解決手段】基材mのプレスに伴い、枠体34が底板33側にスライド移動する。そして、この枠体34の移動に伴い、粘性体が転写手段35によって圧縮され、粘性体の内部に均等圧力が発生するので、粘性体によって転写手段35の各部を基材mに均等の力で押し付けることができる。従って、基材mに必要以上の温度や面圧を付加することなく、基材mが転写手段35から受ける接触面圧の分布を均一にすることができる。
(もっと読む)
熱可塑性樹脂フィルム、その製造方法、偏光板および液晶表示装置
【課題】光学発現性が良好であり、位相差の傾斜構造を有し、光学特性の耐久性が良好なフィルムおよびその製造方法を提供する。
【解決手段】熱可塑性樹脂と添加剤とを含む組成物を溶融混練する工程と、溶融混練した組成物を該熱可塑性樹脂のガラス転移温度以下に冷却して固化する工程と、固化した組成物を含む熱可塑性樹脂含有組成物をダイから溶融押出しする工程と、溶融押出しされた溶融物を挟圧装置を構成する第一挟圧面と第二挟圧面の間に連続的に挟圧してフィルム状に成形する工程とを含み、前記挟圧装置によって該溶融物にかかる圧力が20MPa〜120MPaであり、かつ、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くする。
(もっと読む)
グラスウールの加熱圧縮成形方法

【課題】従来のフェノール樹脂を加熱硬化させながら同時に圧縮成形を行う方法での、成形に長時間を要し、コスト高になることを避ける成形方法を提供する。
【解決手段】グラスウール原反フィーダー11から予備加熱ステーション2、次いで加熱圧縮成形ステーション3を経由して、トリミングステーション4まで該グラスウール1を裁断することなく移送、加工し、該トリミングステーション4で裁断することにより前記課題を解決した。
(もっと読む)
ポリオレフィンフィルムの製造法
本発明は、少なくとも500,000g/モルの重量平均分子量を持つ、粉末形態にある、出発超高分子量ポリオレフィンを等圧プレスを用いる圧縮工程に付し、圧縮されたポリオレフィンをポリマーの加工中のいずれの点でもポリマー温度が融点よりも高い値に上昇することがないような条件下でローリング工程と少なくとも1つの延伸工程に付す工程とを有する、超高分量ポリオレフィンのフィルムを製造する方法に関する。この方法は高品質の超高分子量ポリオレフィンフィルムの製造を可能とする。 (もっと読む)
成形体の製造方法および製造装置
【課題】 超微細加工、高い寸法精度、低残留応力、低複屈折、高光透過性、優れた機械的強度を有する成形体を、超低圧の成形プロセスでありながら、薄肉かつ大面積の形状で成形する方法等を提供する。
【解決手段】 微細なパターンを有する被塗布面に、熱可塑性樹脂の吐出口であるTダイのリップと被塗布面との距離で、塗布された溶融した熱可塑性樹脂の厚みが規定されるように、被塗布面と吐出口とが相対的に移動しながら樹脂を塗布した後、樹脂と金型との付着力よりも樹脂と加圧ローラとの付着力を低い状態に維持しながら、直ちに加圧ローラで押圧することで被塗布面に塗布された樹脂の微細パターンへの充填を促進すると共に、塗布した樹脂の厚みの平滑化と、天面への鏡面の転写を行う。
(もっと読む)
ロール金型とその製造方法および光学フィルム
【課題】プリズムパターンを有するフィルム転写成形用のロール金型の切削加工において、工具摩耗による溝加工部の形状精度低下を抑止し、高精度な溝形状を有するプリズムパターンの加工方法を提供する。
【解決手段】プリズムパターンの連続溝を螺旋軌跡によって溝を切削し、螺旋軌跡のピッチを溝ピッチPの2倍以上のピッチによる多条螺旋軌跡によって形成する。前記多条螺旋軌跡にて使用する工具を,1条ごとに異なる工具を用いて切削する。
(もっと読む)
超高分子量ポリオレフィン製シート及びその製造方法
【課題】比較的肉厚でありながらも透明性、耐熱性及び機械物性に優れる超高分子量ポリオレフィン製シート等を提供すること。
【解決手段】135℃デカリン溶液中で測定した極限粘度が7dl/g以上である超高分子量ポリオレフィン重合体を含み、密度が925kg/m3を超える超高分子量オレフィン成形体を、少なくとも一方向に圧延して得られる、厚みが0.3mm以上であり、且つ、該厚み方向における内部ヘイズが50%以下である、超高分子量ポリオレフィン製シート。
(もっと読む)
ブレードの連続製造方法及び連続製造装置
【課題】連続成型法における成形精度の向上及び歩留まりの向上。
【解決手段】外周に成形溝及び内部に加熱装置を備えた成形ドラムを用いて、合成樹脂を成形用原料とするブレードの素材を連続製造する方法において、該成形溝の幅を複数のブレード用弾性ゴム部材の幅に相当する幅とし、成形ドラムから搬出される広幅の帯状のブレード素材を前記ブレード用弾性ゴム部材の幅に切断する工程を設けたことを特徴とするブレード素材を製造する方法。
(もっと読む)
シート状成形体およびその製造方法
【課題】成形精度が良い、微細な凹凸形状を有したシート状成形体を提供する。
【解決手段】支持体11と、支持体の一方の主面側に配置され、支持体側の面の反対面が凹凸形状を有した樹脂層12とを備えたシート状成形体の製造方法であって、放射線硬化性樹脂を含んだ放射線硬化性樹脂組成物を含む塗料層と支持体とが重なった状態で、塗料層を凹凸表面を有する成形型に当接させて成形型の凹凸面の凹凸形状を塗料層に転写した後、塗料層に含まれる放射線硬化性樹脂を硬化させる。未硬化状態の放射線硬化性樹脂は、単官能ビニルモノマーまたは単官能(メタ)アクリルモノマーからなる群から選ばれる少なくとも1種のモノマーAと、多官能(メタ)アクリルモノマーおよび多官能(メタ)アクリルオリゴマーとからなる群から選ばれる少なくとも1種とを含み、25℃における放射線硬化性樹脂組成物の粘度が、3〜100mPa・sであることを特徴とする。
(もっと読む)
レンズフィルム、成形用ローラー、レンズフィルム製造装置及びレンズフィルムの成形方法
【課題】 凸形状の変形を防止する。
【解決手段】 シート基材9の一方の面9aに所定の光学機能を発揮する複数の凸形状11、11、・・・が設けられ成形時に所定の送り方向へ送られロール状に巻き取られた巻回状態で保存される、シート基材の上記一方の面に凸形状に隣接して位置されると共に凸形状の高さより高く形成され上記巻回状態において凸形状とシート基材の他方の面9bとの接触を防止する少なくとも一つの接触防止用突部12、12、・・・を設けた。
(もっと読む)
11 - 20 / 31
[ Back to top ]