
国際特許分類[B29C44/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 材料の中で発生した内部圧による成形,例.膨張,発泡 (432)
国際特許分類[B29C44/00]の下位に属する分類
一定長の,つまり不連続の物品のための
不定長の物品のための
構成部品,細部,または付属装置;補助操作
国際特許分類[B29C44/00]に分類される特許
41 - 50 / 432
発泡成形品の成形方法および装置
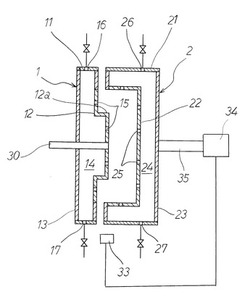
【課題】離型ピンを使用することなく発泡成形品を成形型から取り出すことができる発泡成形品の成形方法および装置を提供する。
【解決手段】突き出しピン30a付きの充填器30を装着した凸金型12が取り付けられた固定型1と、この固定型1に対して水平方向に接離自在で凹金型22が取り付けられた移動型2とで形成するキャビティ内に発泡性樹脂ビーズを充填し、次いで、この金型を加熱して発泡性樹脂ビーズを発泡、融着させキャビティ内表面に添った成形品を成形し、その後、移動型2を離反させて型外へ成形品40を取り出す発泡成形品の成形方法であって、前記成形品40の取り出しを離型ピンを用いずに前記充填器32の突き出しピン30aの押し出しのみで行うようにした。
(もっと読む)
生分解性容器の製造方法およびその方法により製造された生分解性容器

【課題】開口縁部の生焼けを防止しつつより短時間で生分解性材料を発泡・焼成することを可能とする生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法であって、ヒータを内蔵し高周波発振器と電気的に接続された嵌合可能な一対の雄型4と雌型5からなる発泡成形用の金型6を用い、水分を含んだ生分解性材料を介在させて雄型4と雌型5を嵌合させ、ヒータからの加熱と高周波の印加による誘電加熱により生分解性材料を水蒸気発泡させ開口縁部と対応する箇所から水蒸気を外部へ放散させながら焼成して容器状の発泡基材層を成形する工程を備え、前記金型6は開口縁部1aの厚みが底部および胴部の厚みよりも薄くなる寸法を有するように形成されてなり、生分解性材料を水蒸気発泡させて容器状の発泡基材層を成形する前記工程は、厚みの薄い開口縁部1aに高周波を集中して印加し開口縁部を集中的に加熱する工程を含む。
(もっと読む)
ポリオレフィン系樹脂発泡粒子成形体の製造方法、及び型内成形用ポリオレフィン系樹脂発泡粒子
【課題】 本発明は、特殊な洗浄工程を設けたり、多量の洗浄水を用いる必要がなく、型内成形時の水蒸気圧力を高めなくとも融着性良好な発泡粒子成形体を得ることができるポリオレフィン系樹脂発泡粒子成形体の製造方法、及び該製造方法に使用されるポリオレフィン系樹脂発泡粒子を提供することをその課題とする。
【解決手段】本発明は、ポリオレフィン系樹脂発泡粒子を成形型内に充填して水蒸気にて加熱することにより発泡粒子を相互に融着させる発泡粒子成形体の製造方法であり、該ポリオレフィン系樹脂発泡粒子として、分散剤が付着しているポリオレフィン系樹脂発泡粒子の表面にアニオン系界面活性剤を付着させてなるものを使用することを特徴とするポリオレフィン系樹脂発泡粒子成形体の製造方法である。
(もっと読む)
ダクト入りシートパッドの製造方法及びこれに用いる発泡型
【課題】シートパッドを一体発泡成形する際、エア噴出口からダクト内への発泡原料の侵入を阻止するダクト入りシートパッドの製造方法を提供する。
【解決手段】エア噴出口64が設けられた配風用ダクト6を発泡型7にセットし、次に発泡原料mの注入及び型閉じを経てシートパッド1を発泡成形し、シートパッド表面1aに形成する窪み21をエア噴出口64に合わせて空気吹き出し口20にするダクト入りシートパッドの製造方法であって、窪み21を形成する隆起部72に洞穴721が掘り下げさられ、且つ洞穴721内に対向する二枚の板片部8bを有する板バネ体8が配設された発泡型7を用いて、発泡型7へのダクト6のセットで、二枚の板片部8bが間隔を詰めてエア噴出口64からダクト6内へ侵入し、さらに弾性復元で広げてエア噴出口64周りのダクト部66を洞穴721周りの隆起部上面部分722に密着させた後、発泡原料mの注入及び型閉じを経てシートパッド1を一体発泡成形する。
(もっと読む)
断熱材とその製造方法
【課題】断熱性能に優れていると共に、曲げ強度、圧縮強度、耐衝撃性などの機械強度及び断熱性にも優れたポリスチレン系樹脂発泡成形体製の断熱材とその製造方法の提供。
【解決手段】ポリスチレン系樹脂粒子中に発泡剤を含む発泡性ポリスチレン系樹脂粒子を加熱して得られたポリスチレン系樹脂予備発泡粒子を成形型のキャビティ内に充填し加熱し、型内発泡成形して得られたポリスチレン系樹脂発泡成形体からなる断熱材において、前記発泡性ポリスチレン系樹脂粒子を加熱して嵩発泡倍数50倍に発泡させた予備発泡粒子の状態で、内部平均気泡径が35〜140μmの範囲内であり、表層部平均気泡径/内部平均気泡径の値が0.80〜1.20の範囲内であり、かつ連続気泡率が10%以下である気泡構造を有することを特徴とする断熱材。
(もっと読む)
発泡樹脂成形型および発泡樹脂成形品
【課題】成形用キャビティ内に従来のものよりもさらに均一に蒸気を送り込むことができるようにした発泡樹脂成形型を提供する。
【解決手段】第1の成形面3には原料フィーダー10が備えられ、第1と第2の成形面4には複数の蒸気穴8が形成されていて、成形用キャビティ6に原料フィーダー10から発泡性樹脂粒子を充填し、複数の蒸気穴8を介して充填した発泡性樹脂粒子に蒸気を接触させることで発泡樹脂成形品を成形するようにした発泡樹脂成形型において、第1の成形面3に原料フィーダー10を配置する場合、第2の成形面4における原料フィーダー10の原料投入口11に対面する場所には、必ず蒸気穴8が存在するように設計する。
(もっと読む)
筒状部材の発泡充填材
【課題】環状発泡材の共通化を可能にしてコストを低減できるとともに、発泡基材の幅寸法を大きくすることなく発泡量を増やすことができる筒状部材の発泡充填材を提供する。
【解決手段】一方向に配列された矩形板状の複数のブロック部2同士を連結部3により連結し、両端のブロック部2に連結部3を介して連結された結合部4同士を結合することにより概ね環形状をなす環状発泡材1とし、前記連結部3は、前記ブロック部2の、前記環形状の軸線a方向寸法の幅寸法wより小さく、かつ径方向b厚みtよりも薄く形成され、前記軸線aを挟んで対向するブロック部2同士を近づける屈曲変形及び前記軸線a回りの捩れ変形を許容し、前記両端の結合部4は、該結合部4同士を結合し、かつ前記環状発泡材1を筒状部材に取付けるための支持部材(クリップ)7が装着可能となっている。
(もっと読む)
合成木材の製造方法
【課題】製造コストを低減するとともに、樹脂含浸ムラを生じさせない合成木材の製造法を提供する。
【解決手段】上記合成木材の製造方法を、発泡硬化性フラン樹脂組成物と、長繊維強化フラン樹脂ロッドを交互に成形型に投入し、その際、各ロッドを平行に揃え、成形型を加熱し、前記樹脂組成物を発泡硬化させて成形するものとする。
(もっと読む)
発泡成形体
【課題】滑り方向の力が加わっても、位置ずれが発生するのを効果的に防止することができる発泡成形体を提供する。
【解決手段】発泡成形用金型に充填された発泡性樹脂粒子を加熱して成形される発泡成形体であって、一方向に整列された複数の第1突条8T1と、他方向に整列され、かつ、前記第1突条と交わるように配置された複数の第2突条8T2とを備えていることを特徴とする発泡成形体である。
(もっと読む)
発泡成形体
【課題】擦れる方向の力が加わっても、異音が発生するのを効果的に防止することができる発泡成形体を提供する。
【解決手段】発泡成形用金型に充填された発泡性樹脂粒子を加熱して成形される発泡成形体であって、一方向に整列された複数の第1突条8T1と、他方向に整列され、かつ、前記第1突条8T1と交わるように配置された複数の第2突条8T2とを表面に備え、前記第1突条8T1及び前記第2突条8T2のそれぞれ断面が先端側に先細り形状となっていることを特徴とする発泡成形体である。
(もっと読む)
41 - 50 / 432
[ Back to top ]