
国際特許分類[B29C44/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 材料の中で発生した内部圧による成形,例.膨張,発泡 (432)
国際特許分類[B29C44/00]の下位に属する分類
一定長の,つまり不連続の物品のための
不定長の物品のための
構成部品,細部,または付属装置;補助操作
国際特許分類[B29C44/00]に分類される特許
11 - 20 / 432
金型構造及び成形装置
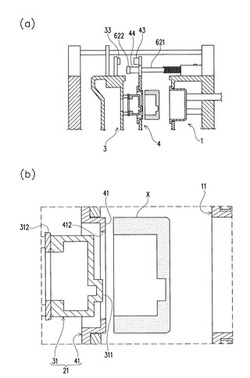
【課題】 発泡体を押し出して金型から離脱させるために従来必要であった押出ピンを不要にすることができる雄金型、金型構造、及び成形装置を提供する。
【解決手段】 成形装置は、凹状に形成される雌金型11と、雌金型11と接離することにより、雌金型11とで発泡体Xを成形する凸状の雄金型21とを有する金型構造を備える。そして、雄金型21は、発泡体Xを成形する際に雌金型11の内部に配置される凸部311を有する凸金型31と、凸部311よりも外側に配置され、発泡体Xを成形する際に凸金型31と雌金型11との間を閉塞する蓋金型41とを備え、凸金型31は、外側から凸部311に嵌着する発泡体Xを蓋金型41に係止させることで凸部311から離脱させるべく、蓋金型41よりも雌金型11から離反するように、蓋金型41に対して変位可能に構成されることを特徴とする。
(もっと読む)
EPP発泡フォーム成形金型

【課題】EPP発泡フォーム成形金型の提供。
【解決手段】コア成形部を備えるコア金型と、前記コア成形部と組み合わされるキャビティ成形部を備えるキャビティ金型と、から構成されたEPP発泡フォーム成形金型において、前記コア金型及び前記キャビティ金型のうちの少なくとも一方の内部には、前記コア成形部または前記キャビティ成形部の高さ方向に沿って移動自在に設けられる作動部が配設され、他方には、前記コア成形部またはキャビティ成形部と同じ高さを有する突出部が配設されることを特徴とするEPP発泡フォーム成形金型。
(もっと読む)
発泡樹脂ブロック、及びその製造方法
【課題】支持材を後付することなく、その表面にビスなどの金具を固定できる発泡樹脂ブロックを提供する。
【解決手段】発泡樹脂ブロックを成型するための型枠の内部空間1の中に、第1補助材40、第2補助材50で位置決めして、底支持材20と、側面支持材30を、型枠の底面11と、側面12A、12Bにその一面を沿わせて配し、その状態で主発泡樹脂の予備発泡物を内部空間1に供給して二次発泡させる。第1補助材40、第2補助材50、底支持材20と、側面支持材30はいずれも、主発泡樹脂よりも予備発泡倍率が小さい発泡樹脂でできている。
(もっと読む)
複合成形体及びその製造方法
【課題】軽量かつ機械的強度に優れており、また擦れ音や軋み音の発生も防止することができ、かつ通気性、吸音性、意匠性、消臭性、芳香性、防虫性、難燃性等を有する複合成形体及びその製造方法を提供する。
【解決手段】発泡性樹脂粒子を金型内で加熱発泡して得られる無数の発泡セルが接触面において相互に融着され、かつ発泡セル間に連通気孔が形成されて通気性を有している発泡成形体の表面または表裏面に、繊維層を設けた複合成形体。また、前記の通気性を有している発泡成形体を簾として、この簾の上面から下面に向けて繊維を分散させた溶液を通過させることにより、発泡成形体の表面に繊維層を形成する複合成形体の製造方法。
(もっと読む)
発泡体の成形方法
【課題】極めて複雑な形状を呈する発泡体の作製に際して、発泡体の充填不良と密度ばらつきを抑制することができ、所望の密度分布を備えた高品質の発泡体を得ることのできる発泡体の成形方法を提供する。
【解決手段】それぞれが固有の発泡倍率を備えた複数の1次発泡体11〜21を成形型K内に配置する第1の工程と、成形型K内を1次発泡体11〜21の発泡開始温度以上に昇温させて成形型K内の複数の1次発泡体11〜21を発泡させ、複数の1次発泡体11〜21を一体として2次発泡体100を成形する第2の工程と、からなる。
(もっと読む)
発泡プラスチック複合断熱材およびその製造方法
【課題】遮熱性、断熱性、耐久性および抗菌性に優れた発泡プラスチック複合断熱材とその製造方法を提供する。
【解決手段】発泡プラスチックから構成される芯材2の両面に、水溶性樹脂12により被覆された比重1未満のセラミック系またはガラス系の多数のバルーン粒子11と、水溶性樹脂12をバインダーとしてセラミック系またはガラス系のバルーン粒子11および遮熱顔料13が結合された多数のバルーン粒子・遮熱顔料結合体16を含む混練水溶液10を塗布し、乾燥させて、芯材2の両面に、表層部3Aに水溶性樹脂12を遮熱バインダーとしてバルーン粒子11と遮熱顔料13が結合されたバルーン粒子・遮熱顔料結合体16が多数配列され、内層部3Bに水溶性樹脂12をバインダーとしてバルーン粒子11が多数配列された遮熱断熱塗膜層3を形成する。
(もっと読む)
熱可塑性樹脂型内発泡成形体およびその製造方法
【課題】簡便で経済的に製造可能な熱可塑性樹脂予備発泡粒子を用いて、高い空隙率を有し、かつ、形状保持性、或いは、機械的強度の優れた熱可塑性樹脂型内発泡成形体を提供すること。
【解決手段】融点やβ/(α+β)といった熱溶融特性の異なる2以上の熱可塑性樹脂予備発泡粒子からなるそれぞれの成形部位が略区画状に存在することを特徴とする熱可塑性樹脂型内発泡成形体。
(もっと読む)
発泡体の成形方法
【課題】 熱可塑性樹脂を基材とする予備発泡ビーズを用いる型内発泡成形法において、加熱用蒸気の圧力制御の精度を向上することができる、すなわち、設定値に対する蒸気圧力のズレや振動を解消することができる、発泡体の成形方法を提供する。
【解決手段】 加熱用蒸気弁の弁開度の制御演算において、予め金型の熱容量に基づき求めた弁開度の上限値、下限値を設けることにより、予備発泡ビーズを用いる型内発泡成形法における加熱用蒸気の圧力制御の精度を向上することができる。
(もっと読む)
ポリプロピレン系樹脂発泡粒子、およびポリプロピレン系樹脂型内発泡成形体
【課題】型内発泡成形において、成形圧力を大幅に低下可能で、現状で汎用されている0.4MPa(ゲージ圧)耐圧仕様の成形機でも安定的に生産でき、剛性が高く、かつ表面美麗性の高い型内発泡成形体が得られるポリプロピレン系樹脂発泡粒子を提供する。特に、「融着困難部位」、及び/又は、肉厚部と薄肉部が混在する型内発泡成形体において、肉厚部の融着性と薄肉部の表面美麗性を両立させた型内発泡成形体が得られるポリプロピレン系樹脂発泡粒子の提供。
【解決手段】特定の1−ブテン含有量とエチレン含有量、及び特定の融点を有するポリプロピレン系樹脂を基材樹脂とし、ポリプロピレン系樹脂発泡粒子の示差走査熱量測定(DSC)により得られるDSC曲線において、低温側融解熱量領域と高温側融解熱量領域の2つの領域を有し、かつ、該低温側融解熱量領域のDSC曲線の微分曲線中に極大値を有するポリプロピレン系樹脂発泡粒子。
(もっと読む)
推力伝達材及びその製造方法
【課題】圧縮強度に優れた推力伝達材を提供する。
【解決手段】推進工法における推進管間に設置される推力伝達材が、
ポリスチレン系樹脂成分と、スチレン系単量体と分子中に3〜10個のビニル基とエステル基を有する単量体との共重合体に由来するトルエン不溶ゲル分とを含む複数の発泡樹脂粒子の融着体からなる発泡成形体であり、前記発泡成形体が、1〜70質量%の割合のトルエン不溶ゲル分を含み、ATR法赤外分光分析により測定された前記発泡樹脂粒子界面付近の赤外線吸収スペクトルから得られる1735cm-1及び1600cm-1での吸光度比(D1735/D1600)が0.1〜2の範囲であり、前記発泡樹脂粒子中心の吸光度比(D1735/D1600)が、前記発泡樹脂粒子界面付近の吸光度比(D1735/D1600)より、0.6以上低いことを特徴とする推力伝達材により上記課題を解決する。
(もっと読む)
11 - 20 / 432
[ Back to top ]