
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
41 - 50 / 1,429
樹脂射出成形品
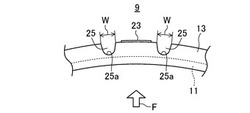
【課題】外力が作用した際に、射出成形によりゲートに残留した樹脂固化物を樹脂射出成形品から切除した切除跡に引張応力が作用しないようにする。
【解決手段】第1板部11と、第1板部11の端縁から裏面側に第1板部11の板面と交差する方向へ一体に突出する第2板部13とからなる加飾パネル9において、第2板部13の突出端部に形成され射出成形によりゲートに残留した樹脂固化物を加飾パネル9から切除した切除跡23の片側に、スリット25を第2板部13の突出端部側に開口するように形成する。第1板部11に表面側から外力が作用した際、樹脂固化物の切除跡23に引張応力が作用しないようにスリット25の開口幅Wを第2板部13の突出端部端縁に沿う方向に拡げる。
(もっと読む)
ポリカーボネート樹脂組成物
【課題】難燃性、剛性、成形加工性に優れ、殊に複雑形状の精密部品に好適なポリカーボネート樹脂組成物を提供する。
【解決手段】(A)ポリカーボネート樹脂(A成分)、(B)液晶ポリエステル樹脂(B成分)、(C)リン系化合物(C成分)、および(D)ハロゲン元素を含まないホスファゼン化合物を除く難燃剤(D成分)からなる樹脂組成物であり、かつ得られた樹脂組成物中のA成分とB成分の一部または全部がエステル交換をしていることを特徴とする難燃性ポリカーボネート樹脂組成物。
(もっと読む)
熱可塑性樹脂組成物及び成形品
【課題】耐衝撃性及び耐面衝撃性に優れる熱可塑性樹脂組成物を提供する。
【解決手段】〔A〕ゴム質重合体の存在下、芳香族ビニル化合物及びシアン化ビニル化合物を含む単量体を重合して得られた、グラフト樹脂、〔B〕芳香族ビニル化合物に由来する構造単位(by)を含み、シアン化ビニル化合物に由来する構造単位(bx)を、0質量%以上r1質量%以下で含む重合体(B−1)と、上記構造単位(by)を含み、上記構造単位(bx)を、r1質量%を超えてr2質量%以下で含む重合体(B−2)と、上記構造単位(by)を含み、上記構造単位(bx)を、r2質量%を超えて60質量%以下で含む重合体(B−3)とからなる重合体、並びに、〔C〕芳香族ビニル化合物に由来する構造単位を含む重合体ブロックと、共役ジエン化合物に由来する構造単位を含む重合体ブロックとを備えるブロック共重合体を含む熱可塑性樹脂組成物。
(もっと読む)
繊維強化樹脂材の製造方法

【課題】樹脂部材を連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、連続繊維補強材の繊維配向が乱され難く、樹脂部材と連続繊維補強材の密着強度の高い繊維強化樹脂材を製造することのできる製造方法を提供する。
【解決手段】成形型10を構成する下型2のキャビティ面の上に熱可塑性樹脂からなる第1のマトリックス樹脂5a内に連続繊維5bが含有されてなる連続繊維補強材5を載置して型閉めし、下型2は第1のマトリックス樹脂5aの融点未満の温度に調整し、上型1は第1のマトリックス樹脂5aの融点以上の温度に調整しておくステップ、熱可塑性樹脂からなり、溶融している第2のマトリックス樹脂6aの塊6をキャビティC内にチャージし、冷却して第1、第2のマトリックス樹脂5a,6aを硬化させ、第2のマトリックス樹脂が硬化してなる樹脂部材6”の一部を連続繊維補強材5’が補強してなる繊維強化樹脂材20を製造するステップからなる。
(もっと読む)
熱交換器用パッキン材料およびそれを用いた熱交換器
【課題】タンク本体の材質としてシリコーン樹脂と接着しにくい樹脂を用いた場合であっても、タンク本体との接着力を十分に発現できるように、従来のパッキンと比較して、パッキンのシール性を確保しつつ、接着性を向上させる。
【解決手段】熱交換器の樹脂製タンクに接着されるパッキンを形成するための熱交換器用パッキン材料として、主剤と、主剤の架橋反応のための第1の架橋材と、シランカップリング剤と、シランカップリング剤との結合形成のための第2の架橋材と、シリカフィラーとを含有する液状のシリコーン樹脂組成物を用いる。
(もっと読む)
成形品の製造方法
【課題】キャビティ内でスキン層を発生させることなく、外観不良のない良品を得ることが可能となるガスアシスト射出成形による成形品の製造方法を提供する。
【解決手段】金型のキャビティ内にガス体の注入を伴うガスアシストにより樹脂の射出成形を行う成形品の製造方法であって、
ノズル先端の樹脂経路が解放されたオープンノズルを用い、溶融した熱可塑性樹脂を前記金型に充填する間に前記ガス体の該金型への注入を開始する第一の工程と、
前記樹脂が前記金型のゲートを通過する前に、ガス体の昇圧を完了させる第二の工程と、を有する構成とする。
(もっと読む)
ポリ乳酸樹脂組成物
【課題】低温での成型体の成形加工性に優れ、生産性に優れるポリ乳酸樹脂組成物、該ポリ乳酸樹脂組成物を射出成型する射出成型体の製造方法、及び該製造方法により得られるポリ乳酸樹脂射出成型体を提供すること。
【解決手段】ポリ乳酸樹脂、該ポリ乳酸樹脂100重量部に対して式(I):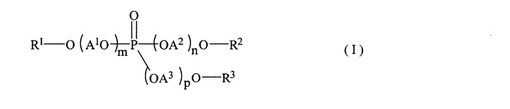
(式中、R1、R2、R3はそれぞれ独立して炭素数1〜4のアルキル基を示し、A1、A2、A3はそれぞれ独立して炭素数2又は3のアルキレン基を示し、m、n、pは、オキシアルキレン基の平均付加モル数を示し、それぞれ独立して0又は正の数であって、m+n+pが0を超え12以下を満足する数である)で表されるリン酸エステル化合物を0.1〜30重量部、及び有機結晶核剤を含有してなるポリ乳酸樹脂組成物であって、前記有機結晶核剤と前記式(I)で表されるリン酸エステル化合物の重量比が1/99〜50/50であるポリ乳酸樹脂組成物。
(もっと読む)
樹脂成形品および樹脂成形品を用いたユニット
【課題】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形するに当たり、該構造体の支持部における剛性低下を抑制することが可能となる樹脂成形品および樹脂成形品を用いたユニットを提供する。
【解決手段】機構部品を支持する支持部を備えた構造体を発泡樹脂で成形した発泡樹脂成形品であって、
前記構造体における前記機構部品を支持する支持部以外が、内部に気泡セルが複数分布する発泡部によって成形されると共に、
前記機構部品を支持する支持部が、前記気泡セルが内部に存在しない非発泡部によって、前記支持部以外の発泡部と一体成形された構成とする。
(もっと読む)
ポリカーボネート樹脂成形品の製造方法
【課題】高硬度であり、色調、耐衝撃性に優れたポリカーボネート樹脂成形品の製造方法を提供する。
【解決手段】ポリカーボネート樹脂(a)と、該ポリカーボネート樹脂(a)とは異なる構造単位を有し、ISO 15184で規定される鉛筆硬度が該ポリカーボネート樹脂(a)の鉛筆硬度より低いポリカーボネート樹脂(b)とを、重量比で1:99〜45:55の範囲で含有するポリカーボネート樹脂組成物を、成形時における射出成形機の金型温度70℃以上120℃以下で射出成形するポリカーボネート樹脂成形品の製造方法。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】発泡樹脂成形品を成形した後にスキン層の一部を開口させて発泡層を露出させる発泡樹脂成形品の製造方法は、本体部40とリブ部50とを一体的に成形する成形ステップと、倒し込み力F1を作用させてリブ部50を折除することにより本体部40のスキン層41の一部を開口させて発泡層42を露出させるリブ部折除ステップとを有し、成形ステップにおいて、リブ部50の倒し込み力作用面部51と反対側の面部52と、該面部52に倒し込み力F1の作用方向に連続する本体部40の面部43との間の角部31に形成されるスキン層52aを、リブ部50の倒し込み力作用面部51に形成されるスキン層51aよりも薄く形成させる。
(もっと読む)
41 - 50 / 1,429
[ Back to top ]